



بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
تعریف :
اکستروژن یکی از روشهای تولید پروفیل با مقاطع مختلف : توخالی ، توپر ، میلگرد و تسمه می باشد که در این روش بر اثر تغییر شکل ماده و یا شمش (Billet) مورد نظر تحت اثر فشار زیاد،و عبور دادن آن از طریق کنتینر (Container) به سوراخ قالب (Die) پروفیل خاصی از نظر سطح مقطع و استحکام بدست می آید.
اسلاید 2 :
تاریخچه :
پرس اکستروژن در سال 1810 میلادی توسط اس.براهمای (S.Bramuh) انگلیسی اختراع گردید. شخص مزبور پرس را برای اکسترود سرب ساخته بود. اساس پرس مزبور همانست که امروزه برای تولید لوله های سربی بکار می رود. روش فوق اولین بار بطور موفقیت آمیزی توسط دیک (A.Dick) آلمانی در 1890 برای آلیاژهایی که دارای نقطه ی ذوب بالا هستند بکار برده شد . او با گذاشتن یک قطعه ی فولادی به نام دامی از فروریختن رام (سمبه) به داخل شمش گداخته جلوگیری نمود و حاصل کار نتیجه ای بسیار مهم دربرداشت که آن تعمیم عمل اکستروژن بر روی آلیاژهای دیگر بود.سایر پیشرفتهایی که در صنعت مزبور تا کنون بوقوع پیوسته ، بسیار بطئی بوده و این پیشرفتها عبارت از اصلاحات درنصب ساختمان مکانیکی هیدرولیکی پرس ، و در ساخت ابزار تولید و وسایل مورد نیاز این صنعت و در کاربرد فولاد گرم کار می باشد.
اسلاید 3 :
روش اکستروژن بسیار ساده و در عین حال تا حدود زیادی قابل تعمیم می باشد. برحسب نوع شمش و قالب بکار رفته مقاطع بسیار پیچیده فلزی را می توان بدین طریق تولید نمود . عمل اکستروژن ممکن است بدون حرارت دادن شمش و یا بالعکس انجام پذیرد. در شکل چگونگی انتقال فشار از رام (Ram) ، (سمبه) هیدرولیکی و یا مکانیکی به دامی (Dumy Block) و سپس به شمش نشان داده شده است.
اسلاید 4 :
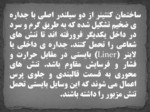
ساختمان کنتینر از دو سیلندر اصلی با جداره ی ضخیم تشکیل شده که به طریق گرم و سرد در داخل یکدیگر فرورفته اند تا تنش های شعاعی را تحمل کنند. جداره ی داخلی یا لاینر (Liner) بایستی در مقابل حرارت و فشار و فرسایش مقاوم باشد. تنش های محوری به قسمت قالبندی و جلوی پرس اعمال می شوند که این وسایل بایستی تحمل تنش مزبور را داشته باشند.
اسلاید 5 :
روشهای عملی اکستروژن از لحاظ رفتار و عملکرد به چهار دسته تقسیم می شوند :
الف)حرکت نسبی رام در هنگام اکسترود : سیستم های اکسترژن مستقیم و غیر مستغیم
ب)وضعیت ساختمان پرس اکستروژن : عمودی یا افقی
ج)نوع محرکها : هیدرولیکی (روغن و یا آب) و یا روشهای مکانیکی
د)نحوه اعمال فشار : به صورت معمولی و متداول و یا روش هیدرواستاتیکی
اسلاید 6 :
روشهای اکستروژن :
صفات اختصاصی و مختلف جریان خمیری در آلیاژهای گوناگون قابل اکسترود و روابط پیچیده بین عوامل اکستروژن و الگوهای جریان در کانتینر ، مسجل می سازد که ، با استفاده از یک روش ، اکسترود همه مواد امکان پذیر نیست. روشهای بخصوصی ، براساس نحوه عملکرد می گیرد . به گونه ای واضح محصولاتی در انواع مختلف ، به روشهای تولیدی مخصوصی نیاز دارند.
اسلاید 7 :
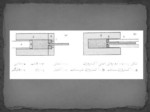
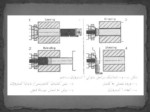
دو روش اصلی و پایه در شکل نشان داده شده است .
الف)پرس مستقیم با حرکت اکستروژن به سمت جلو
ب)پرس غیر مستقیم با حرکت اکستروژن به سمت عقب(با استفاده از رام تو خالی)
اسلاید 8 :
پرس اکستروژن معمولی :
یکی از مهمترین روشهای مورد استفاده در صنعت اکستروژن ، استفاده از پرس مستقیم (معمولی) می باشد که دارای 5 مرحله متوالی است :
الف)قرار گرفتن شمش و دامی در پرس و در درون کانتینر (Loading)
ب)اکسترود کردن شمش
ج)تخلیه فشار پرس ، جدا شدن کنتینر از سطح قالب ، برای جداسازی دامی و ته شمش
د)برش ته شمش توسط قیچی پرس
ه)برگشت قیچی-کنتینر و رام برای شروع حرکت جدید آماده می شوند
اسلاید 9 :
سطح شمش در تماس با جدار کنتینر ، تحت بار اکستروژن ، ضمن اصطکاکی شدید ، به سمت جلو می لغزد و میزان راحتی و یا سختی تولید ، به نوع آلیاژ مورد مصرف و یا به عمل روغنکاری بستگی خواهد داشت. در هر دو صورت مقادیر متنابهی از نیروی اکستروژن (به نسبت طول شمش) در فائق شدن به نیروی اصطکاک جدار کنتینر و یا در نیروی برشی قسمت میانی سریع الحرکت تر از لایه های خارجی شمش چسبیده به کانتینر تلف خواهد شد.
اسلاید 10 :
در اکستروژن مستقیم ، بار اولیه پرس هنگام فشردن شمش تا پرشدن حجم کانتینر سریعا" افزایش می یابد. سپس تا خروج ابتدای پروفیل از قالب افزایش دیگری نیز در منحنی به چشم می خورد. و منطقه تغییر شکل نسبتا" مخروطی نیز در مقابل دهانه قالب ایجاد می شود، همچنین در این ناحیه است که حداکثر سرعت تغییر بعد نسبی بوجود می آید. بعد از حداکثر بار هنگامی که طول شمش کوتاه شده فشار اکستروژن به حداقل می رسد ، و سپس در انتهای تولید مجددا" به سرعت افزایش می یابد. دلیل این افزایش فشار ، به علت جاری شدن مواد از ته شمش ، به گونه ای شعاعی به سمت سوراخ قالب است.
مقاومت تغییر شکل با کاهش ضخامت پروفیل بطور قابل ملاحظه ای افزایش می یابد.
