















بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
آشنایی با عملیات wire cutting
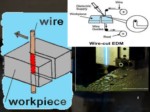
در حالت کلی عملیات برش یا براده برداری به وسیله سیمی که در بین دو سر منبع الکتریکی ثابت شده است، انجام می شود عملیات وایرکات می گویند
در این روش سیم با ایجاد حرارت در محل برش ( به خاطر اختلاف پتانسیل بین قطعه و سیم ) عملیات براده برداری را انجام می دهد.
اسلاید 2 :
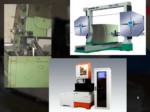
انواع ماشین وایرکات
ماشین های وایرکات به دو نوع کلی اتوماتیک و تنظیم دستی تقسیم کرد
نوع اتوماتیک آن همان دستگاه WIRE CUT EDMاست که به کمک برنامه نویسی CNC عملیات براده برداری یا برش راانجام می دهد که در حین عملیات نیاز به نیروی انسانی نیست.
اما در نوع تنظیم دستی آن اپراتور یا باید نظارت پیوسته داشته باشد و قطعه کار را بر اساس نقشه حرکت دهد و یا میزکار و سیستم را حرکت دهد که مثال هایی از این دسته ماشین های وایرکات ، دستگاه برش سنگ در کارخانه های سنگ بری و یا دستگاه ساده برش یونولیت هستند
اسلاید 3 :
یک ماشین برش یونولیت
q قطعات مورد نیاز برای برش یونولیت تا ضخامت 50 سانتی متر
qترانس ورودی 220 و خروجی 16 ولت مناسب است. اما استفاده از ترانس هالوژن رو پیشنهاد نمی شود چون جریان خروجیش کم است. اما در صورت استفاده از المنت مناسب می شود از آن هم استفاده کرد.
qسیم مقاومتی اندازه این سیم 30 یا 40سانتی متر است اما بسته به نوع کار و نیاز به طولهای بیشتر می شود از سیمهای 50 یا 60 سانتی متری هم استفاده کرد . نوع سیم رو هم باید طبق ترانس انتخاب کرد.
qدیمر. که تنظیم کننده ولتاژ ورودی به ترانس میباشد. یک دیمر 500 وات برای این کار مناسب است. استفاده از دیمر الزامی است چون با آن باید میزان حرارت سیم المنت در اندازه های مختلف تنظیم می شود.
qقسمت نگه دارنده سیم. که با هر گیره ای می توان آن را ساخت.
اسلاید 4 :
Wire cut(edm)
آشنایی مقدماتی
تعریف فرآیند ماشین کاری وایرکات
کاربرد های وایرکات
اجزاء ماشین وایرکات
شرح عملکرد ماشین وایرکات
بررسی تاثیر پارامتر های دستگاه بر محصولات
مشکلات این نوع ماشین کاری
بهینه سازی پارامترهای دستگاه
پیشرفت های وایرکات
اسلاید 5 :
آشنایی مقدماتی
دستگاه CNC WIRE CUT E.D.M كه در اصطلاح تجاري به آن دستگاه واير كات گفته مي شود ماشيني است كه با استفاده از تكنولوژي E.D.M (Electro Discharge machine ) يا تخليه الكتريكي بين الكترود و قطعه كار ، عمل براده برداري را انجام مي دهد.
در اين دستگاه الكترود يك رشته سيم هادي جريان ( عموماً از برنج با روكش مناسب ) با قطر 3 /0- 05 /0ميليمتر است.
براي قطعه كار هم هر فلز هادي ميتواند مورداستفاده قرارگيردو توانایی عملیات برش انواع فلزات پر كاربرد و سخت همچون مس ، فولاد ، تنگستن كابید، چدن و…را دارد
قطعه كار روی میز كار بین دو نازل تحتانی و فوقانی قرار می گیرد و حركت اصلی متعلق به میز و نازل ها است.پیشروی و سرعت گردش سیم با توجه به ضخامت و سختی قطعه كار تعیین می شود.
(هرچه ضخامت قطعه كار بالاتر باشد، سرعت سیم بالاتر و پیشروی كم تر می شود.)
اسلاید 6 :
همه ماشينهاي وايركات به كنترلر CNC مجهز مي باشند كه در آن مسير برش توسط فايل اتوكد به كامپيوتر داده مي شود و پس از پردازش فايل ، به كنترلر CNC و سپس به موتورها فرمان داده شده و ضمن حركت قطعه كار خود در مسير تعريف شده ، سيم با ايجاد جرقه طرح مورد نظر را برشكاري مي نمايد .
زبان برنامه نویسی این دستگاهG كد است.
این دستگاه با قابلیت برش در 5 محور بسیار قابل توجه است.محورهای X,Y,Z, ودو محور با زاویه دلخواه .U , V
خنک کننده در این دستگاه بسیار قابل اهمیت است و مايع دي الكتريك مورد استفاده در اين دستگاه معمولا آب مقطر با فشار زیاد است كه هيچ زيان زيست محيطي نداشته و بسيار ارزان است
اسلاید 7 :
عمده كاربرد اين دستگاه در صنعت قالب سازي خصوصاً ساخت قالبهاي سنبه و ماتريس و همچنين ساخت اشكال پيچيده مسي به عنوان مدل اسپارك كاري مي باشد علاوه بر اين در برشكاري اجسام بسيار سخت مناسب ترين شيوه است و در بسياري مواقع كار انجام شده با وايركات با هيچ دستگاه ديگري قابل جايگزيني نيست .
كاربرد این دستگاه در برش قطعات ریز و چرخ دنده های داخلی و كلا“ قطعاتی كه نیاز به ظرافت و دقت بالایی دارنددارای اهمیت است.دقت این دستگاه mm0/001 است.
دقت ابعادي و كيفيت سطح ماشينكاري در دستگاه وايركات بسيار بالاست به نحوي كه پس از پروسه وايركات نياز به عمليات تكميلي كمتر مشاهده مي گردد .
اسلاید 8 :
q تعریف فرآیند ماشین کاری وایرکات
ماشينكاري وايركات، روشي تقريباً جديد در توليد بهشمار ميرود كه اولين بار كاربرد آن در سال 1968 آغاز شد. تا سال 1975 چون فرآيند و قابليتهاي آن توسط صنعتگران درك شده بود عموميت آن به سرعت افزايش يافت. تا سال 1982، تخمين زده شد كه حدود 1500 دستگاه وايركات در ايالات متحده در حال استفاده ميباشند.
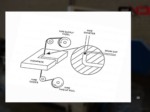
ماشينكاري تخليه الكتريكي (EDM) در يك محيط واسط ديالكتريك انجام ميشود، كه اين ديالكتريك موجب ايجاد تخليه الكتريكي بين الكترود و قطعه كار ميگردد. اين فرآيند اساساً يك فرآيند ترموديناميكي است كه در آن هر جرقه ايجاد شده در نقش منبع حرارتي ميباشد. اين حرارت قطعه كار را ذوب نموده و باعث فرسايش آن ميگردد.
اسلاید 9 :
ماشينكاري وايركات، فرآيند برادهبرداري است كه در آن از يك منبع با انرژي ترموالكتريكي بهمنظور برادهبرداري استفاده ميشود. فرآيند برشكاري بهوسيله جرقههاي متناوب و كنترل شدهاي است كه بين الكترود يعني سيم و قطعه كار زده ميشود. الكترود سيم نازكي است كه از قرقره باز شده و از درون قطعه كار عبور كرده و از سمت ديگر توسط مكانيزم مربوطه خارج ميشود. بين سيم و قطعه كار فاصله كوچكي به نام گپ وجود دارد كه در حين انجام ماشينكاري مايع ديالكتريك آن را دربر ميگيرد و در ولتاژ مناسب تخليه الكتريكي بين سيم و قطعه كار اتفاق ميافتد و جرقههاي ايجاد شده قطعه كار را بهصورت موضعي تبخير كرده و مايع ديالكتريك آنها را از محل شستشو ميدهد و فرآيند برادهبرداري انجام ميگيرد. ماشينكاري وايركات در چند سال اخير با توجه به نياز روزافزون در برخي از زمينههاي ساخت و توليد بخصوص صنايع قالبسازي دقيق، بسيار پيشرفت كرده و مورد توجه قرار گرفته است.
اسلاید 10 :
از آنجاييكه زبري سطح يكي از مهمترين پارامترها در ساخت و توليد محسوب ميشود تحقيقات مختلفي بهوسيله محققين بهمنظور بهينهسازي زبري سطح بهدست آمده در فرآيند وايركات انجام پذيرفته است. اين مطالعات نشان ميدهد زبري سطح در فرآيند وايركات ارتباط نزديكي با پارامترهاي ماشينكاري دارد. اگرچه، تحقيقات منتشر شده اطلاعات جامعي را در زمينه انتخاب پارامترهاي ماشينكاري براي ماشينهاي متفاوت و مواد و شرايط مختلف ماشينكاري فراهم ننموده است. از آنجاييكه ماشينكاري وايركات يك روش ماشينكاري غير سنتي (مدرن) پر كاربرد و مورد نياز با سرمايهگذاري اوليه بالاست، لازم است براي انجام اين فرآيند پارامترهاي مناسب ماشينكاري بهمنظور اقتصادي كردن فرآيند انتخاب گردند. انتخاب پارامترهاي مناسب بهمنظور رسيدن به زبري سطح مورد نظر و يا حداكثر نرخ برادهبرداري با اطلاع از نحوه تأثيرگذاري اين پارامترها بر روي عوامل ياد شده ممكن خواهد بود كه هدف اصلي اين تحقيق نيز قرار گرفته است. . تنظيم پارامترهاي ماشينكاري تا حد زيادي به تجربه و مهارت اپراتور و استفاده صحيح از جدولهاي ماشينكاري فراهم شده بهوسيله سازندگان ماشين ابزار بستگي دارد. استفاده از عملكرد بهينه ماشين ابزار بواسطه زيادي تعداد پارامترهاي تنظيم شونده دستگاه بسيار مشكل است.
