














بخشی از پاورپوینت
اسلاید 1 :
فهرست مطالب :
عنوان صفحه
مقدمه............................................................................4
پیشگفتار.........................................................................5
عمده فواید ماشین آلات NC و CNC........................................6
کنترل ماشین آلات NC.........................................................8
طبقه بندی ماشین ابزار NC.................................................11
کنترل نقطه به نقطه............................................................12
اساس کنترل حرکت و حرکت تغذیه برای ماشینهای NC..................14
لغت نامه........................................................................23
نمونه هایی از ماشین های ابزار زن پیشرفته........................27_24
دستگاه سمباده دستی لرزان................................................28
اجزای دستگاه سمباده دستی لرزان.......................................29
نشانه های تصویری.........................................................30
نمونه هایی از سمباده های دستی ....................................40_31
موارد استفاده ازفرزهای دستی............................................41
اجزاء ماشین فرز دستی....................................................42
نمونه هایی از فرزهای دستی.........................................53_43
منابع وماخذ................................................................54
اسلاید 2 :
مقدمه
با ورود روزافزون ماشین آلات و آشنایی بیشتر تولید کنندگان صنعت چوب ایران با ماشین آلات روز اروپا ، درصد استقبال از آنها بصورت چشمگیر رو به رشد بوده بصورتی که کمتر تولید کننده ای وجود دارد که با کلماتی از قبیل CNC ، پانل برهای اتوماتیک و غیره آشنا نباشد . مخصوصا بعد از دومین موج ورود ماشین آلات به ایران که با ورود ماشین های اتوماتیک و مجهز همراه شد.
در حالی که اکثر تولید کنندگان کشورمان از طریق تبلیغات تجاری با این قبیل دستگاهها آشنایی دارند ، ولی کمتر کسی وجود دارد که با ماهیت واقعی و تکنولوژی ساخت این قبیل ماشین آلات حتی در حد عمومی نیز آشنایی مختصری داشته باشد . این مشکل زمانی نمود پیدا می کند که تولید کننده جهت خرید یک ماشین اتوماتیک CNC کاملا سردرگم شده و در پاره ای موارد حتی نمی داند که چه چیزی باید خریداری نماید. این مشکل زمانی نمود بیشتری پیدا می کند که حتی فروشنده CNC نیز با این مشکل مواجه باشد . از این رو سعی شده است تا در جهت بهتر معرفی کردن این قبیل ماشین الات در حد دانش عمومی سری مقالاتی ارائه شود وامیدواریم این مجموعه مورد توجه واقع گردد.
اسلاید 3 :
پیشگفتار
پیشگفتار
تاریخچه ساخت ماشین آلات NC و CNC
تاریخچه ساخت این ماشین آلات به سال 1949 بر می گردد . نخستین بار نیروی هوایی ایالات متحده آمریکا سفارش ساخت اولین دستگاه کنترل عددی NC را به سازمان MIT داد . این سازمان پس از ساخت آن که تقریبا سه سال بطول انجامید ، دستگاه ساخته شده را در سال 1952 به معرض دید گذاشت.
انگیزه ساخت این ماشین ، اجرای عملیات ابزار کاری روی خطوط صاف ، منحنی و هندسی ترکیبی به صورت دو بعدی و یا سه بعدی بوده که قبلا توسط ماشین آلات مکانیکی و با صرف هزینه های بالا انجام می شد . جهت اطلاعات بیشتر در ارتباط با ماشین آلات CNC ابتدا مختصری در رابطه با ماشین آلات NC توضیح داده خواهد شد .
اسلاید 4 :
عمده فواید ماشین آلات NC و CNC به قرار زیر می باشد :
برنامه ریزی و ذخیره سازی آسانتر برنامه اجرایی
تعویض آسان یک برنامه
اجتناب از خطای انسانی
ایمنی ماشین NC و CNC برای اپراتور
تکمیل یک برنامه هندسی ترکیبی به آسانی یک برنامه ساده
اجرای همیشگی یک برنامه با فراز و نشیب کمتر
جهت معرفی ماشین آلات NC و CNC ابتدا نگاه مختصری به مبانی ماشین آلات فوق می اندازیم شکل شماره 1 نشان دهنده یک دستگاه فرزکاری دستی با سه محور می باشد که به عنوان ماشین های NC سه محوره شناخته می شوند در این دستگاه سه محور X ، Y و Z بصورت دستی قابل کنترل می باشد . (شکل1)
در شکل شماره 2 شمای کلی از دستگاههای سه محوره ارائه شده که در کشورمان به دستگاههای اورفرز معروف می باشند . در این سیستم شیوه به حرکت درآمدن محورها توسط پیچ راهنما (میله مارپیچ ) و به وسیله دست یا فرمان دستگاه صورت می گیرد در حالی که در ماشین آلات NC و CNC نیروی محرکه توسط موتورها تولیدمی شود ( شکل شماره 2)
اسلاید 5 :
کنترل ماشین آلات NC :
زمانی که صحبت از کنترل ماشین الات NC پیش می آید بیشتر کنترل محورهای فعال در این قبیل ماشین آلات مد نظر می باشد . طبق بحث قبلی نیروی محرکه یاموتور کنترل کننده محورها در ماشین های بزرگ از انواع سروو موتورها می باشد . از زمان ابداع و ساخت این قبیل موتورها با پیشرفت تکنولوژی نوع موتورها و کنترل آنها نیز پیشرفت کرده است به صورتی که اکنون صحبت از Servo pack به میان می آید .
در ماشین آلات جدید CNC از این قبیل موتورها استفاده می شود . در این موتورها بر اساس نوع آنها ، کنترل ها نیز متفاوت بوده و می تواند براساس جابجایی ، تغییر زاویه گردش، قدرت الکتریکی وارده و کنترل نیروهای وارده بر موتور یامجموعها ی از این عوامل باشد در این ماشین آلات بسته به نوع سخت افزار ، کوچکترین واحد اندازه حرکت که ماشین ابزار می تواند بر آن اساس به حرکت درآید .
واحد BLU بوده و در واقع کنترل ماشین ابزار بر این مبنا صورت می گیرد . (شکل 3)
اسلاید 6 :
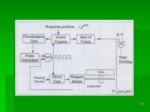
هر ماشین NC در ساختار از دو جزء تشکیل شده است :
ماشین ابزار دارای سروو – موتور جهت به حرکت درآوردن پیچ راهنما
واحد کنترل ماشین MCUیا کنترل کننده
واحد MCU از واحد اطلاعات عملیاتی DPU و واحد کنترل چرخه CLU تشکیل شده است .
واحد اطلاعاتی عملیاتی DPU شامل بخشهای زیر می باشد :
تجهیزات ورودی ، چرخه خواندن اطلاعات ، چرخه کنترل مقیاس و رمزگشایی جهت توزیع اطلاعات به منظور کنترل محورها
واحد کنترل چرخه CLU نیز از بخشهای زیر تشکیل شده است :
دو قطبی کننده برای دادن فرمان حرکت به ماشین بین نقاط اطلاعات سخت افزار ، کنترل وضعیت چرخه برای حرکت در هر محور.
اسلاید 7 :
طبقه بندی ماشین ابزار NC :
این طبقه بندی بر اساس نوع حرکت ، نحوه کنترل چرخه گردش ، منبع تغذیه انرژی وسیستم جابجایی خواهد بود .
- نقطه به نقطه
براساس نوع حرکت : - مسیر پیوسته
- چرخه باز
براساس نوع تغییر انرژی : - چرخه بسته
براساس کنترل چرخه گردش : - الکتریکی
- هیدرولیک
- پنوماتیک
براساس سیستم جابجایی : - چرخه مرحله ای
- اعداد مطلق
ماشین آلات CNC نیز تقریبا این قسمت بندی تبعیت می کنند که متعاقبا معرفی می گردند .
اسلاید 8 :
اساس کنترل حرکت و حرکت تغذیه برای ماشینهای NC
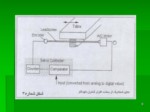
در بیشتر ماشین آلات NC دار مدرن امروزی عامل حرکت موتوری خودکار می باشد . که کنترل آن توسط یک سیستم گردشی بسته برگشتی می باشد که موقعیت واقعی میز کار را با یک کد کننده طبق شکل 5 نشان می دهد . این برگشت برای کنترل سرعت حرکت استفاده می شود . حرکت میز کار یا ابزار نیز توسط دو سیستم چرخ دنده و پیچ راهنما صورت می گیرد . کد کردن در دستگاه های NC و CNC توسط انواع کد کننده های چرخشی و یا مغناطیسی (پانل برها) صورت می گیرد . که دقت بیشتری را فراهم می کند این کد کننده ها براساس نوع خود ، پالسهای مختلفی از خود خارج می کنند و محاسبه جابجایی در پردازش گرهای دستگاه ، براساس این پالسها صورت می گیرد (شکل 6)
اسلاید 9 :
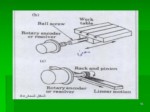
ماشین توسط استپ موتورها در طولهای مشخص به حرکت در می آیند و هر پالسی که به استپ موتور می رسد چرخشی با یک زاویه مشخص ایجاد می کند. در دستگاههایی با سیستم حرکتی از نوع پیچ راهنما حرکت های دورانی موتور به حرکت خطی در پیچ راهنما تبدیل می شود . شیب شیار میله راهنما با یک ردیف شیار در واقع همان فاصله افقی بین مارپیچهای متوالی است که عامل تغییر حرکت دورانی به خطی می باشد . شبیه آن نیز میله های راهنما با دو ردیف شیار بوده که حرکتهای افقی دستگاه با آنها نیز انجام می شود . حرکت بر روی میله های راهنما با توجه به کوتاه ترین اندازه حرکتی که در میز ماشین قابل برنامه ریزی است مبنای واحد طول BLU نامیده می شود .
از مباحث ارائه شده به طور مختصر می توان چنین استنباط کرد که حرکت محورهای دستگاه چه در دستگاههای CNC و چه NC توسط نیروی محرکه های هوشمند یا خودکار انجام می گیرد که جابجایی همگی توسط کد کننده ها کنترل می شوند .
این تجهیزات پالسهای ارسالی را بعد از چرخش میله های راهنما به تجهیزات پرداش گر دستگاه ارسال می کنند . میله های را هنما چه در مدلهای جدید و چه قدیمی می توا نند عامل حرکت میز کار بوده و یا بصورت غیر مستقیم و مجزا عامل حرکت ابزار کار باشند . هر کدام از این حرکات نیز می توانند به نوبه خود سبب حرکت قطعه چوبی فرز و یا ابزار کار گردند . به عبارت دیگر اگر پیچ راهنما عامل حرکت میز کار باشد پس به صورت غیر مستقیم عامل حرکت قطعه کار نیز خواهد بود ولی اگر پیچ راهنما عامل حرکت واحد متحرک یا بازوی دستگاه باشد قطعه کار ثابت ولی ابزار متحرک می باشند . ( شکل شماره 7)
اسلاید 10 :
برنامه ریزی دستی در این دستگاه به صورتی است که اول یک برنامه نویس ساختار آنرا برای دستگاه می نویسد . کنترل کننده هم موارد ویژه را بررسی و اجرا می نماید .
کدام ابزار برای بارگیری در دستگاه می باشد .
وضعیت برش چیست ؟ (سرعت ، خوراک دهی و ... )
ابتدا و انتهای حرکت .
چگونه می توان ابزار را با احتیاط در ماشین به حرکت درآورد .
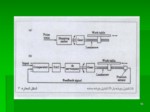
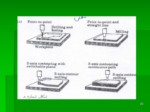
بیشتر باربرداری در مسیرهای انحنا دار شکل می گیرد . ممکن است ابزار در طول مسیر هندسی ویژه ای حرکت نماید که از عناصر خطی و کمانی تشکیل شده باشد در شکل 8 کلیه حرکت ها در این ماشین الات به صورت شماتیک نشان داده شده است .
همانطور که دیده می شود حرکت نقطه به نقطه برای سوراخکاری ، حرکت نقطه به خط صاف برای فرزکاری و حرکت بر سه محور و مسیری پیوسته ، برای فرزکاری در نظر گرفته شده اند .
