






بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
فلز منیزیم با درجه خلوص بیش از 8/ 99 درصد از نظر تجاری به سهولت
قابل دسترس است اما در کارهای مهندسی به ندرت بدون آلیاژشدن با
فلزات دیگر مورد استفاده قرار می گردد.
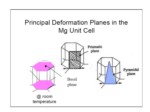
ساختار شبکه ای هگزاگونال دارد که با توجه به اندازه اتمی آن امکان تشکیل محلول جامد با طیف وسیعی از عناصر متفاوت را فراهم می آورد.
فلز منیزیم ظرفیت damping بالایی را دارا می باشد.
مدول الاسیسته آن =44.7Gpa می باشد.
قطر اتمی فلز 0.32 nm است ، که از عوامل موثر و
مطلوب در انحلال عناصر متنوع در منیزیم است.
بجز کادمیم که تشکیل محلول جامد کامل در منیزیم به ازاء تمام مقادیر کادمیم
می دهد، سایر عناصر بصورت محدود در منیزیم حل می شود .
اسلاید 2 :
مزاياي منيزيم و آلياژهاي آن
- كمترين چگالي در بين فلزات
- استحكام بالا
- قابليت ماشينکاري بسيار بالا
- قابليت ريخته گري (مناسب براي ريخته گري تحت فشار)
- هدايت حرارتي بسيار بالا
- قابليت تراشكاري و فرز كاري
- قابليت جوشكاري خوب تحت شرايط كنترل شده
- مقاومت خوردگي بالا با استفاده از منيزيم خالص تر
- دارا بودن نسبت عالي استحکام به وزن
- مقاومت خزشي بسيار خوب
- در دسترس بودن
اسلاید 3 :
معايب منيزيم و آلياژهاي آن
- مدول الاستيسيته پايين
- هزينه بالا
- پتانسیل الکتریکی پایین
- قابليت کار سرد ضعيف ( بايد به صورت ريختگي و يا گرم کار مورد استفاده قرار گيرد)
- shrinkag (از عيوب ريخته گري) زياد در انجماد
- استحكام و مقاومت خزش محدود در دماهاي بالا
- واكنش پذيري شيميايي بالا
- در برخي موارد مقاومت به خوردگي پايين
- حلاليت المان هاي آلياژي در منيزيم و بهبود خواص مكانيكي و شيميايي به اين روش محدود میشود
- ساختار h xagonal و محدوديتductility ذاتي (فقط ليتيم باعث تغيير فاز به BBC )
اسلاید 4 :
آلياژهاي منيزيم
به طور کلي آلياژهاي منيزيم به دو دسته تقسيم بندي مي شوند:
1- Cast alloys
2- Wrought alloys
اسلاید 5 :
نمادگذاری آلیاژهای منیزیم
- قاعده بین المللی خاصی برای نماد گذاری و معرفی آلیاژهای منیزیم وجود ندارد.
- در سیستم اقتباسی از ASTM :
- دو حرف اول نشان دهنده عناصرآلیاژی اصلی برطبق نمادگذاری زیراست :
A : آلومینیوم ، B:بیسموت ، C:مس ، D:کادمیم ، : عناصر کمیاب خاکی ، F :آهن ، G:منیزیم ، H:توریم ، K:زیرکونیوم ، L: لیتیم ، M:منگنز ، N:نیکل ، P:سرب ، Q:نقره ، R:کروم ، S:سیلیسیم ، T:قلع ، W:ایتریم ، R:آنیموان ، Z:روی
حرف اول نشان دهنده عنصری است که
درصد آن در آلیاژ حداکثر می باشد. و
اگر مقدار عناصر برابر باشد ، حروف
بر طبق ترتیب الفبایی مرتب می شود.
به دنبال حروف یک سری اعداد آورده می شوند
که نشان دهنده ترکیب اسمی عناصر آلیاژی اصلی
برحسب درصد وزنی است که به نزدیک ترین
عدد صحیح گرد شده اند.
محدودیت نماد گذاری فوق اینست که اطلاعات مربوط عناصر دیگر را که افزوده شده اند ، را در اختیار نمی گذارد.
برای مثال :AS41 ( Mg - 4.4Al - 1Si - 0.3Mn)
اسلاید 6 :
ذوب و ریخته گری
ذوب
منیزیم هم به منظور آلیاژسازی و هم طی مراحل پالایش و تصفیه پیش از تولید قطعات ریختگی یا کارپذیر ، در بوته هایی از جنس فولاد نرم ذوب می شود .
- برخلاف آلومینیوم لایه اکسید، روی منیزیم مذاب ، فرآیند اکسیداسیون را تسریع می کند.
- ذوب در دمای 650 درجه یا کمتر از آن کامل میشود ، و سرعت اکسیداسیون سطح فلز با افزایش دما سریعا افزایش می یابد به نحوی که در دمای بالای 850 درجه ، سطح قرار گرفته در معرض هوا ، بلافاصله مشتعل می گردد.
- پس هنگام کار با مذاب منیزیم و آلیاژهای آن باید از فلاکس های مناسب یا اتمسفر خنثی استفاده نمود.
- فلاکس ها شامل : کلریدها و فلوریدها ، فلزات قلیایی و قلیایی خاکی و برخی اکسید های خنثی می باشد.
اسلاید 7 :
فلاکس ها
فلاکسها در مرحله ذوب به دو صورت نازک و ضخیم (با توجه به شرایط) روی سطح مذاب (در مرحله ذوب )قرار گرفته و متشکل از کلریدها مانند: MgCl2,KCl,NaCl می باشد ودر برخی حالات حاوی مخلوطی از CaF2,MgF2,MgO است.
پیش از ریخته گری ، مذاب بهم زده شده تا اکسیدها و کلریدهای معلق در مذاب که بوسیله فلاکس ایجاد شده است ، خارج شود .
بویژه خارج کردن کلریدها بدلیل اثر منفی آنها روی مقاومت به خوردگی منیزیم وآلیاژهای آن ضروری است .
برخی کلریدها مانند ، MgCl2 جاذب شدید رطوبت هستند و همین امر اثر خورندگی آنها را در صورت قرار گرفتن در معرض هوا (اتمسفر) به مراتب تشدید می کند.
معمولا در طی ذوب ریزی ، برای کاهش اکسیداسیون ، گوگرد بر روی مذاب می پاشند.
اسلاید 8 :
- همانند آلومینیوم ، تنها گازی که در منیزیم مذاب حل میشود ، هیدروژن است.
- منبع اصلی هیدروژن ، بخار آب حاصل از فلاکس های مرطوب و یا قراضه و شمش های زنگ زده می باشد.
- در آلیاژهای Mg-Al وMg-Al-Zn مک های گازی ایجاد می کند. و این آلیاژها بوسیله کلر(Cl) گاز زدایی می شوند .
درجه حرارت بهینه گاز زدایی 750-725 درجه است .
- در آلیاژ های زیرکونیم دار معمولا مک های گازی ایجاد نمیشود زیرا هیدروژن بصورت ZrH2 خارج می شود و لذا گاز زدایی از آلیاژهای زیرکونیم دار لزومی ندارد.
اسلاید 9 :
ریخته گری
.iریخته گری تحت فشار : اکثر قطعات ساخته شده از آلیاژ منیزیم ، از این طریق تولید می شود.
که به دو طریق است: 1) بامحفظه سرد :
2) با محفظه گرم : برای قطعات بزرگ و تزریق فلز مذاب با وزن 10Kg و بیشتر در کمتر از 100ms با فشار 1500 بار
.iiریخته گری کوبشی(Squ z casting) : برای تهیه قطعاتی با کیفیت بالاترمورد استفاده قرار میگیرد.
.iiiریخته گری تلاطمی(Thixotropic casting) : این فرآیند تولید محصولاتی ریز دانه با کیفیت بالا را بسیار ارزانتر می کند.
.ivریخته گری ماسه ای : شرایط لازم:
1)افزودنی های مناسب بمنظور جلوگیری از واکنش بین مذاب منیزیم و رطوبت که موجب آزاد شدن هیدروژن می گردد، اضافه گردد.
2) برای کاهش میزان اکسیداسیون ، جریان فلز باید تا حدامکان آرام باشد.
3) به منظور خروج هوا ، باید ماسه از نفوذ پذیری بالایی برخوردار بوده و قالب به خوبی منفذ گذاری شده و راههای خروج گاز از قالب به خوبی تعبیه شود.
4) به دلیل پایین بودن ظرفیت گرمایی منیزیم ، استفاده از تغذیه بزرگتر جهت بدست آوردن قطعه سالم ضروری است.
اسلاید 10 :
آلیاژهای ریخته گری فاقد زیرکونیم
آلیاژهای منیزیم-روی (Mg-Zn):
این آلیاژها قابلیت پیر سختی دارند اما ریزدانه کردن با اعمال فوق تبرید یا تلقیح در آنها موثر نیست و نیز امکان بروز مکهای ریز در آنها وجود دارد.
پس این آلیاژ ها برای قطعات تجاری مورد استفاده قرار نمی گیرد.
آلیاژهای منیزیم –روی –مس (Mg-Zn-Cu) :
افزودن مس به آلیاژهای Mg-Zn ، باعث بهبود قابل توجه شکل پذیری و موثرتر شدن عملیات پیرسازی می گردد.
این آلیاژها برای قطعاتی که در آنها استحکام بالا مهم است ، دارای مزیت های قابل ملاحظه ای باشند و امکان یافتن کاربردهای ویژه برای آنها در صنایع خودرسازی وجود دارد .
این قطعات با استفاده از روش استاندارد تنگستن-گاز خنثی قابل جوشکاری هستند.
.مانند: ZCM630(Mg-6Zn-3Cu-0.3Mn)
