








بخشی از پاورپوینت
اسلاید 1 :
جوشکاری واتصال حرارتی پلاستیک ها
- امروزه پلاستیکها توانسته اند در برخی زمینه ها به راحتی جانشین فلزات شده و به راحتی با آن به رقا بت برخیزند. لذا جوشکاری پلاستیکها نیز مانند جوشکاری فلزات باید در جای خود مورد توجه قرار گیرد.
اسلاید 2 :
جوشکاری واتصال حرارتی پلاستیک ها
- قطعات پلاستیکی را می توان به طرق مختلف بر روی هم سوار کرد که بطور کلی به سه روش زیر طبقه بندی می شوند
- 1-چسباندن پلاستیک ها بر روی هم
- 2-سوار کردن قطعات پلاستیکی به طریقه مکانیکی
- 3-جوشکاری واتصال حرارتی پلاستیکها
اسلاید 3 :
جوشکاری واتصال حرارتی پلاستیک ها
- ساخت پلی وینیل کلراید در سال 1923در آلمان
- 1930-1940 روشهایی برای ساخت ورق و لوله ومیله ارائه شد.
- ابداع جوشکاری اصطکاکی در سال 1943
- ساخت اولین لوله پلی اتیلن در سال 1945
- ساخت پلی اتیلن با کیفیت و چگالی بیشتر در سال 1954و...
- ابداع جوشکاری لیزری در سال 1970
اسلاید 4 :
جوشکاری واتصال حرارتی پلاستیک ها
- فرایندهای اصلی مورداستفاده در جوشکاری ترموپلاستیک هاعبارتنداز:
- 1-جوشکاری با گاز داغ
- 2-جوشکاری التراسونیک یا فرا صوتی
- 3-جوشکاری با ابزارهای داغ
- 4-جوشکاری اصطکاکی
- 5-جوشکاری القایی
- 6-جوشکاری با فرکانس بالا
- 7-جوشکاری لیزری
اسلاید 5 :
جوشکاری با گاز داغ
`
- این روش یکی از پر مصرف ترین روشهای اتصال ترموپلاستیکها بوده جریان هوا یا گاز خنثی فشرده و داغ بر سطح ترموپلا ستیک پاشیده می شود این جریان گاز با گذشتن از روی شعله یا المنتهای الکتریکی داغ که در بدنه دستگاه جوش د ستی قرار دارند حرارت لازم را بدست آورده و داغ می شود
اسلاید 6 :
جوشکاری با گاز داغ
`
- این روش یکی از پر مصرف ترین روشهای اتصال ترموپلاستیکها بوده جریان هوا یا گاز خنثی فشرده و داغ بر سطح ترموپلا ستیک پاشیده می شود این جریان گاز با گذشتن از روی شعله یا المنتهای الکتریکی داغ که در بدنه دستگاه جوش د ستی قرار دارند حرارت لازم را بدست آورده و داغ می شود
اسلاید 7 :
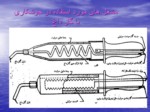
تجهیزات وابزارهای لازم برای جوشکاری با گاز داغ
.1مشعل مخصوص
.2نوکهای مخصوص جوشکاری
.3تجهیزا ت هوای فشرده یا گاز خنثی
.4فشار سنج و رگلاتور هوا
اسلاید 8 :
در جوشکاری با گاز داغ سه روش اصلی وجود دارد
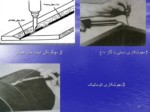
.1جوشکاری موقت یا خال جوش
.2جوشکاری دستی
.3جوشکاری دستی با سرعت زیاد
اسلاید 9 :
عواملی که باعث ایجاد عیوب در این روش می شود
.1زیاد بودن یا کم بودن درجه حرارت در حین جوشکاری
.2 نفوذ کم ریشه جوش
.3وجود حبابهای هوا در موضع جوش
.4انبساط سیم جوش
.5غلط بودن زاویه جوش نسبت به قطعه کار
.6کم یا زیاد بودن سرعت پیشروی و...
اسلاید 10 :
جوشکاری با ابزارهای داغ
- در این روش با استفاده از یک منبع داغ قطعات پلاستیکی را تا دمای ذوب حرارت میدهند بعد قطعات را در تماس با یکدیگر در فاصله 3 میلیمترازابزار داغ نگه میدارند وقتی سطوح مورد نظرجوش ذوب شد منبع حرارتی رااز موضع جوش دور کرده وبا اعمال فشار کمی قطعات را با سرعت به یکدیگر متصل کرده ودر این حالت نگه داشته تا خنک شود
در متن اصلی پاورپوینت به هم ریختگی وجود ندارد. برای مطالعه بیشتر پاورپوینت آن را خریداری کنید
