



بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
مقدمه:
این تکنولوژی طی 12 سال گذشته به کمک انستیتو جوشکاری(موسسه ای در
کمبریج انگلستان) ارتقا یافت.
شرکت بوئینگ از جوشکاری اصطکاکی برای ساخت راکتها دلتا استفاده کرده
است.این راکتها در ابتدا با استفاده از جوشکاری با قوس الکتریکی گازی و
قوس الکتریک با قطبیت متغیراستفاده می کرد در حالی که جوشکاری ذوبی
هزینه زیادی داشت.در جوشکاری ذوبی بطور میانگین در هر 330اینچ نیاز به
رفع نقص دارد در حالی که جوشکاری اصطکاکی بیش از هر 5/2 کیلومتر
نیاز به رفع نقص دارد.این پیشرفت سبب صرفه جویی چند صد هزار دلار در
هر سال شد.همچنین سازنده جت دو موتوری اکلیپس 500می گوید جوشکاری
اصطکاکی باعث پایین آوردن هزینه تولید هوا پیما به کمتر از یک میلیون دلار
رسیده است,263جوش جایگزین بیش از 700اتصال شده است.
اسلاید 2 :
عوامل موثر در قابلیت جوشکاری:
1- تماس فلزات
2- تمیز کاری و آماده سازی سطح
3- پوسته گیری
4- پليسه گیری
5- فشار پیوند خوردن
6- دمای پیوند زنی
اسلاید 3 :
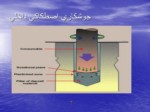
جوشکاری اصطکاکی
Friction Welding
اساس فرایند جوش فوق بر اصل تبدیل انرژی مکانیکی
(جنبشی) به انرژی گرمایی استوار می باشد.
در این نوع جوش، دو قسمت قطعات مورد اتصال، به هم
نزدیک شده(با فشاراولیه) و با ایجاد گرما توسط حرکت
دورانی سریع یکی بر دیگری و مالش واصطکاک دو
قطعه، موجب ایجاد حالت پلاستیسیته (خمیری) در لبه های
اتصال شده و با فشار اعمال شده نهائی دو قطعه به هم فرو
رفته وعمل اتصال انجام میگیرد.
اسلاید 4 :
طبقه بندي جوشكاري اصطكاكي
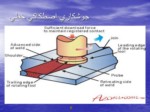
1- جوشكاري اصطكاكي دوراني
2- جوشكاري اصطكاكي خطي
3- جوشكاري اصطكاكي داخلي
اسلاید 5 :
مزایای جوشکاری اصطکاکی
1- عدم نیازبه فلاکس یا روانکار
2- عدم نیاز به مفتول پرکننده وگاز محافظ
3- نیازبه انرژی(الکتریکی) کمتری از سایرروشها
4- جوشکاری بدون دود وگاز بوده وفقط کمی جرقه تولید میکند.
5-بالا بردن قدرت اتصال نزدیک30 درصد
در مقایسه با جوش ذوبی
6- عدم نیازبه کاربر ماهر
اسلاید 6 :
سختی منطقه جوش
The friction welding process is able to join components made of two different alloys. In Figure 4 a hardness measurement of a friction welded joining of AM50 / AE42 is shown. The weld seam is marked by the frame in order to easily recognise the raising of hardness in the welding zone. This hardening is symmetrically located over the complete area of the welding. In comparison to earlier made weldings, a symmetrical welding and hardness zone are now state of the art.
اسلاید 7 :
محدودیتهای جوشکاری اصطکاکی
1- در جوشكاري دوراني حتما بایستی یکی از دو قطعه
کار، گرد باشد یا قابل بسته شدن به گیره بوده و بتوان
آن را به گردش در آورد.
2- حتما بایستی قطعه از جنسی باشد که در برابر فشار
وگشتاور مقاوم باشد.
اسلاید 8 :
موارد استفاده جوشکاری اصطکاکی
1- درصنعت هواپیما سازی
2- درصنعت خودروسازی
3- صنایع دریائی
4- سوخت هسته ای
اسلاید 9 :
www.twi.com
www.aws.com
www.fraction welding.com
www.memagazine.org
1- تكنولوژي جوشكاري(دكتر كوكبي)
2- مواد و فرايندهاي توليد(دكتر حائريان)
