














بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
مقدمه:
روش جوشكاري قوس تنگستن تحت پوشش گاز محافظ (TIG) يك فرايند بسيار مفيد و فراگير مي باشد .اين روش مي تواندبراي جوشكاري فلزات سخت وغير سخت ،آهني و غير آهني در تمام ضخامت ها مورد استفاده قرار بگيرد و يك روش بسيار مناسب براي جوشكاري صفحات فلزي نازك و لوله هاي تحت فشار مي باشد.در اين روش قوس و حوضچه مذاب به طور كاملا" آشكارو واضح قابل مشاهده مي باشند.
اسلاید 2 :
فرايند TIGرا در جهان به نام هاي گوناگون مي شناسند:
درآمريكاGTAW
در آلمانWIG
در ايران براي اين فرايند نام جوش آرگون متداول مي باشدكه بديهي است استفاده از گاز آرگون در اين فرايند علت اين نام گذاري بوده است.
ازفرايند TIG مي توان در جوشكاري انواع فلزات مانند فولادهاي كربني و كم آلياژي، فولادهاي زنگ نزن و فلزات غير آهني مانند مس،نيكل،تيتانيوم،منيزيم وآلياژهاي آنها بهره جست ولي اين فرايندبه طور تخصصيبراي جوشكاري فولادهاي زنگ نزن و آلومينيوم وجوشكاري پاس ريشه لوله هابراي دستيابي به نفوذكامل مورد استفاده قرار مي گيرد
اسلاید 3 :
محاسن گاز محافظ ارگون نسبت به هليوم
استقرار قوس بيشتر است
عمليات تميز كنندگي ارگون بهتر از هليوم است به ويژه اكسيد زدايي گاز ارگون در جوشكاري منيزيم و آلومينيوم بهتر از هليوم است
هزينه ارگون كمتر و فراوانتر از هليوم است
در مقابل جريان هوا مقاومت بهتري دارد چون سنگينتر از هوا است
محاسن هليوم نسبت به ارگون
هليوم نسبت به ارگون بهتر نفوذ ايجاد ميكند و اغلب براي جوشكاري فلزاتي كه قدرت هدايت الكتريكي زيادتري دارند استفاده مي شود.
اسلاید 4 :
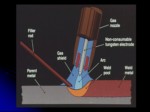
اصول جوشكاري قوس تنگستن جوشكاري قوس تنگستن
در اين فرايند عمل جوشكاري توسط حرارت ناشي از قوس جوشكاري ما بين يك الكترودمصرف نشدني از جنس تنگستن و قطعه كار صورت مي پذيرد.
الكترود،قوس الكتريكي و منطقه حوضچه مذاب توسط يك گاز محافظ( ارگن ،هليوم يا مخلوطي از هر دو و يا مخلوط هر يك ازهردوبا هيدروژن) در برابر اتمسفر محافظت مي شود.
اسلاید 5 :
محاسن جوشكاري باالكترود تنگستن تحت پوشش گاز محافظ
-جوشكاري باكيفيت عالي
-امكان جوشكاري فلزات
-امكان جوشكاري درتمام وضعيتها
-عدم وجودگل جوش
-قابل رويت بودن ناحيه جوش درهنگام جوشكاري
-بعدازاتمام جوش كاري نياز به پاك كردن نيست
-درهنشگام جو كاري جرقه اي توليد نمي شود
-امكان كنترل مذاب حاصل ازذوب سيم وقطه كار
-ايجادنفوذجوش بسيارعالي
-امكان جوش كاري فلزات غيرهم نام
اسلاید 6 :
محدوديت هاي جوشكاري TIG
نياز به مهارت بيشتر نسبت به ساير فرايندهاي جوشكاري
نرخ رسوب كمتر و در نتيجه سرعت پيشروي (توليد)كمترنسبت به ساير روش هاي جوشكاري
راه اندازي و تنظيم دستگاه پيچيده تر و گرانتر از ساير روش هاي جوشكاري است
براي جلوگيري از آلودگي سيم جوش و الكترود تنگستن نياز به دقت بيشتري است
در هنگام جوشكاري در مسيرهاي باد احتمال تخلخل وجود دارد
اسلاید 7 :
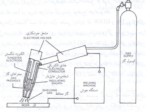
وسايل مورد نياز جهت جوشكاري باGTAW
منبع نيروي شدت جريان ثابت كه مي تواندAC يا DC باشد
الكترود تنگستن
مشعل جوشكاري
سيلندر گاز محافظ كه اكثرا" ارگون، هليوم و يا مخلوطي از هر دو است
كابل برگشت
سيم جوش(اختياري)
پدال پايي(اختياري)
سيستم خنك كننده(اختياري)
اسلاید 8 :
منابع نيروي دستگاهTIG
جريان برق متناوب يا AC
جريان برق مستقيم
جريان برق مستقيم قطب مستقيم(DCSP)
جريان برق مستقيم قطب معكوس(DCRP)
اسلاید 9 :
الكترود تنگستن
الكترودهاي تنگستن كه در فرايند TIGبه كار مي روند در گروه الكترودهاي ذوب نشدني قرار مي گيرند.و طبق استاندارد AWS A5.12 (American Welding Society يا انجمن جوشكاري آمريكا) تركيب شيميايي آنها به صورت زير است :
EWP : الكترود تنگستن خالص
EWTH : الكترود تنگستن – توريم (حاوي 1 يا 2 درصد اكسيد توريم )
EWZR: الكترود تنگستن – زيركونيوم (حاوي 15/. تا 4/. درصد اكسيد زيركونيوم )
EWLA-1 : الكترود تنگستن – لانتانيوم ( حاوي 1 درصد اكسيد لانتانيوم)
EWCE-2 : الكترود تنگستن – سريم (حاوي 2 درصد اكسيد سريم )
اسلاید 10 :
آماده سازي نوك الكترود
هنگام جوشكاري قطعات نازك با شدت جريان كم، براي پايدار نگه داشتن قوس مي بايستي نوك الكترود را تا حد امكان تيز كرد. در صورتي كه نوك الكترود به طور صحيح تيز شده باشدسهولت در شروع قوس ، پايداري آن و كيفيت بالاي جوش تضمين خواهد شد.از طرفي هر چقدر زاويه مخروط نوك الكترود كمتر باشد قوس متمركزتر،عرض جوش كمتر و نفوذ آن بيشتر است.
