
















بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
جوشکاری با قوس الکتریکی
مقدمه :
این روش یکی از متداول ترین روشهای اتصال قطعات کار می باشد . ایجاد قوس الکتریکی عبارت است از جریان مداوم الکترون بین دو الکترود و یا الکترود و قطعه کار که در نتیجه آن حرارت تولید می شود . باید توجه داشت که برای برقراری قوس الکتریکی بین دو الکترود و یا قطعه کار و الکترود وجود هوا و یا یک گاز هادی ضروری است ، بطوری که در شرایط معمولی نمی توان در خلاء جوش کاری کرد .
دمای حاصل از قوس الکتریکی به نوع الکترود های آن وابسته است . دمای حاصله در آند و کاتد برای الکترود های فلزی حدوداً 2400 تا 2600 درجه سلسیوس تخمین زده شده است .
طول قوس شعله بین 0.6 تا 0.8 قطر الکترود می باشد و تقریباً 90 درصد از قطرات مذاب جدا شده از الکترود به حوضچه مذاب وارد و 10 درصد به اطراف پراکنده می گردد .
اسلاید 2 :
متداول ترین فرایندهای جوشکاری با قوس الکتریکی عبارتند از :
1- جوشکاری با الکترود روپوشدار پیوسته SMAW
2- جوشکاری با الکترود تنگستنی و گاز محافظ ( جوش آرگون TIG)
3- جوشکاری با الکترود مصرفی ( سیم جوش ) و گاز محافظ MIG
4- جوشکاری پلاسما PAW
5- جوشکاری زیر پودری SAW
6- جوشكاري توپودري FCAW
اسلاید 3 :
جوشکاری با الکترود روکش دار پیوسته SMAW
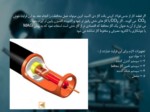
گر سیم الکترود به طور متوالی از فلاکس پوشیده شود ، راهی باید یافت تا جریان الکتریکی از میان پوشش عبور کند و به سیم یا همان هسته برسد . یکی از راهکارها مطابق شکل زیر استفاده از سیم هایی است که در دو جهت راست و چپ فنر وار اطراف سیم مرکزی پیچیده شده است . جریان الکتریکی توسط کفشک مسی و سیم پیچها به هسته مرکزی منتقل می شود . نقش دیگر سیم پیچ در این الکترود ها بالا بردن استحکام
پوشش الکترود می باشد تا بتوان آنها را بصورت کلاف حمل و نقل نمود .
اسلاید 4 :
پوشش این الکترود ها از نوع فلاکس های بازی و کم هیروژن می باشد . در جوشکاری با این الکترود ها شدت جریان 200 تا 1000 آمپر متناسب با قطر و مشخصات هسته و سیم پیچ قابل کاربرد است . ذوب شدن سیم پیچها در اثر حرارت زیاد در آمپرهای بالا ، کنترل شدت جریان و طول قوس الکتریکی از مشکلات مهم این روش می باشد .
مشکل کنترل طول قوس الکتریکی توسط ماشینی کردن این فرایند حل می گردد .
یک مورد از کاربرد های این فرآیند در اتصالهای سپری یا تی شکل می باشد .
اسلاید 5 :
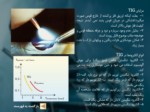
معرفي جوش آرگون در چند جمله
TIG
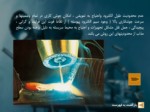
در جوش آرگون یا تیگ براي ايجاد قوس جوشکاري از الکترود تنگستن استفاده مي شود که اين الکترود برخلاف ديگر فرآيندهاي جوشکاري حين عمليات جوشکاري مصرف نمي شود.
حين جوشکاري گاز خنثي هوا را از ناحيه جوشکاري بيرون رانده و از اکسيده شدن الکترود جلوگيري مي کند. در جوشکاري تيگ الکترود فقط براي ايجاد قوس بکار برده مي شود و خود الکترود در جوش مصرف نمي شود در حاليکه در جوش قوس فلزي الکترود در جوش مصرف مي شود.
اسلاید 6 :
در اين نوع جوشکاري از سيم جوش (Filler metal) بعنوان فلز پرکننده استفاده مي شود.و سيم جوش شبيه جوشکاري با اشعه اکسي استيلن (MIG/MAG) در جوش تغذيه مي شود. در بين صنعتکاران ايراني اين جوش با نام جوش آلومينيوم شناخته مي شود. نامهاي تجارتي هلي آرک يا هلي ولد نيز به دليل معروفيت نام اين سازندگان در خصوص ماشينهاي جوش تيگ باعث شده بعضا اين نوع جوشکاري با نام سازندگان هم شناخته شود. نام جديد اين فرايند G.T.A.W و نام آلماني آن WIGمي باشد.
همانطور که از نام اين فرايند پيداست گاز محافظ آرگون ميباشد که ترکيب اين گاز با هليم بيشتر کاربرد دارد.
علت استفاده از هليم اين است که هليم باعث افزيش توان قوس مي شود و به همين دليل سرعت جوشکاري را مي توان بالا برد و همينطور باعث خروج بهتر گازها از محدوده جوش ميشود .
اسلاید 7 :
اسلاید 8 :
اسلاید 9 :
چند نکته در مورد مزاياي تنگستن
1- افزيش عمر الکترود
2- سهولت در خروج الکترونها در جريان DC
3- ثبات و پايداري قوس را بيشتر مي کند
4- شروع قوس راحت تر است.
نوع قطبيت مناسب در جوشکاري TIG
جريان DC براي جوشکاري چدن-مس-برنج-تيتانيوم-انواع فولادها وAC براي جوشکاري آلومينيوم و منيزيوم و ترکيبات آن جريان
اسلاید 10 :
فرآیند جوشکاری با الکترود مصرفی و گاز محافظ MAG/MIG
در سال 1948 برای رفع بعضی محدودیتهای روش جوشکاری الکترود تنگستن ، این فرایند اختراع شد که در آن از الکترود فولادی یا آلومینیومی و اصولاً آلیاژ مصرفی استفاده می شد .این الکترود در ضمن جوشکاری همراه با ایجاد قوس به طور مداوم ذوب و به محل جوش اضافه می شود .
نیز شناخته می شود . CO2 و یا جوش MAG/MIGاین فرآیند گاهی تحت عنوان جوش
اگر فلز قطعه کار و سیم مصرفی از فلزات فعال در برابر اکسیژن باشد ، باید از یک گاز خنثی مثل آرگون ، هلیوم یا مخلوطی از آنها به عنوان گاز محافظ استفاده شود .
میگویند . MIG به این فرایند جوشکاری با الکترود مصرفی و گاز خنثی
