







بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
--- فیلم های داخل پاورپوینت باز نمیشود ---
اسلاید 1 :
مقدمه
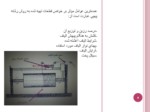
رشته پيچي يك روش ساده و كارا براي توليد قطعات مدور مانند لوله و ظروف استوانهاي در اندازههاي مختلف ميباشد. قطعات با قطر mm 25 تا m 6 در اين فرآيند متداول ميباشد. در اين فرآيند الياف رشته اي يا نوارهاي پيوستة الياف با شرايط كنترل شده روي يك مغزي پيچيده ميشوند. لايهها با يك طرح يكسان و يا متفاوت پيچيده ميشوند. به هنگام پيچش الياف، كشش الياف بين لايههاي پخت نشده كامپوزيت فشار ايجاد ميكند. اين فشار بر فشردگي الياف و درصد حباب هوا در قطعه كه كنترل كنندة استحكام و سفتي قطعه ميباشد مؤثر است. رزين ممكن است قبل، به هنگام و بعد از پيچش روي الياف اعمال شود. در نهايت رزين در دماي محيط و يا دماي بالاتر و بدون اعمال فشار پخت شده، مغزي از درون آن بيرون كشيده ميشود. عمليات تكميلي مانند ماشين كاري و سنباده زني معمولاً احتياج نيست.
اسلاید 2 :
فرایند تولید کامپوزیت های گرماسخت هاست که در ادامه به میزان کم در گرمانرم ها مورد استفاده قرار گرفته است.
مزایای آن استفاده از مواد ارزان و هزینه پایین کارگری و تکرارپذیری خواص قطعه حاصل است.
آرایش الیاف در جهات متفاوت نسبتا آسان است.
اعمال حجم بالای الیاف به راحتی ممکن است.
محدودیت های آن در نیازمندی به مندرل کش ها و عدم خواب بر روی سطوح منحنی منفی است.
میزان تولید در حدود 100 قطعه در روز است.
اسلاید 3 :
چرخه توليد كامپوزيتهاي رشته پيچي شده را ميتوان به مراحل ذيل تقسيم نمود:
- پيچش قطعه روي مغزي
- حرارت دهي و پخت رزين كه منجر به شكلگيري قطعه ميشود.
- سرد كردن قطعه
- بيرون كشيدن قطعه از مغزی
اسلاید 4 :
عمدهترين عوامل مؤثر بر خواص قطعات تهيه شده به روش رشته پيچي عبارت است از:
-درصد رزين و توزيع آن
-كشش به هنگام پيچش الياف
-شرايط الياف آغشته شده
-پهناي نوار الياف مورد استفاده
-آرايش الياف
-سيكل پخت
اسلاید 5 :
از جمله نقايص يا ضعفهايي كه در قطعه به چشم ميخورد ميتوان به موارد ذيل اشاره نمود:
حباب هوا
نقاط خشك
نقاط آكنده از رزين
شكست زودهنگام
نواحي شكست موضعي پخت ناقص يا ناهمگون
اسلاید 6 :
درصد رزين و توزيع آن براي كنترل وزن و ضخامت اهميت فراواني دارد. اكثر قطعات هوافضا داراي تلورانس وزني 2% ميباشند. از نظر استحكام تغييرات مفرط درصد رزين، موجب ناهمگوني توزيع تنش و شروع شكست ميشود. درصد رزين به كششِ هنگام پيچش بسيار وابسته است. جريان رزين حاصل از فشار الياف، جهت خارج كردن حبابهاي هوا و ساير مواد فرار سودمند است ولي كشش به هنگام پيچش يك متغير حساس در كنترل و كاهش مقدار حبابهاست. حبابهاي اضافي موجب كاهش استحكام برشي بين لايهاي و افت استحكام فشاري و مقاومت در برابر خمش و شكم دادن ميشود.
اسلاید 7 :
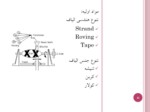
مواد اولیه:
تنوع هندسی الیاف
Strand
Ro ing
Tape
تنوع جنس الیاف
شیشه
کربن
کولار
اسلاید 8 :
انواع رزین ها
پلی استر
وینیل استر
اپوکسی
فنولیک
پلی ایمید
بیس مال ایمید
اسلاید 9 :
معیارهای انتخاب رزین
iscosity (1000 الی 3000 سانتی پواز)
Pot life
Winding temperature
Gel time
Cure time
پیش آغشته ها:
مزایا: کنترل میزان رزین- کنترل کیفیت بالا
معایب: قیمت بالا- انبارداری
اسلاید 10 :
انتخاب يك رزين خاص در يك سيستم مشخص بستگي به شرايط فرآيند، الزامات پخت و خواص فيزيكي مورد نظر دارد. ويسكوزيته و تاريخ مصرف سيستمهاي مخلوط با كاتاليست از نظر فرآيندي داراي اهميت فراواني است. زمان ژل شدن و رفتار جريان نيز متغيرهاي مهمي محسوب ميشوند. براي خيس خوردگي الياف و خروج هواي محبوس، ويسكوزيته پايين رزين الزامي است.
