





بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
پارامترهای هندسی(ابعاد، شکل، مختصات، صافی سطح و غیره)
پارامترهای فیزیکی(هدایت الکتریکی، حرارتی، مغناطیسی و غیره)
پارامترهای شیمیایی(مقاومت به خوردگی)
پارامترهای مکانیکی(استحکام، سختی، چقرمگی)
کیفیت ساخت عبارت از انطباق پارامترهای فوق بعد از ساخت با پارامترهای معرفی شده در طراحی
دقت ماشینکاری عبارت است از انطباق بین پارامترهای هندسی در قطعه نهایی بدست آمده در مقیاس ماکرو
کیفیت سطح عبارت است از انطباق بین پارامترهای هندسی صافی سطح و خواص مکانیکی و فیزیکی لایه سطحی
اسلاید 2 :
الف) روش برش آزمایشی
طول مشخصی از قطعه کار با چند مرتبه براده برداری و اندازه گیری در هر برش به محدوده تلرانس خواسته شده رسانده می شود و به عنوان مرجع برای بقیه طول استفاده می شود.
ب) روش تنظیم اتوماتیک
1-استفاده از ابزار برشی با اندازه مشخص(برقو، قلاویز و ...)
2- ماشین کاری با پیش تنظیم ماشین ابزار(با استفاده از لیمیت سویچ ها)
3-استفاده از وسایل راهنما(بوش راهنما برای سوراخکاری)
4- استفاده از ماشینهای کنترل عددی CNC و NC
اسلاید 3 :
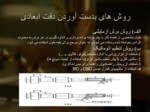
این خطا در اثر حرکت ناصحیح ماشین ابزار و همچنین شکل غیر دقیق ابزار ایجاد می شود و حدوداً 10 تا 20 درصد تلرانس ماشین کاری می باشد.
شکل (a) مربوط به خطای تئوری ایجاد شده در پروفیل اینولوت دندانه به هنگام تولید چرخدنده با استفاده از هاب می باشد.
شکل (b) مربوط به خطای ناشی از حرکت زیگزاگی ماشین کنترل عددی بجای مسیر منحنی می باشد.
اسلاید 4 :
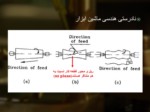
نادرستی هندسی ماشین ابزار
پروفیل خارجی قطعه کار در حالت تنافر ریل و محور قطعه کار هذلولی است.
اسلاید 5 :
نادرستی هندسی ماشین ابزار
خارج از مرکز بودن قطعه کار نیز باعث خطای هندسی می شود.
در باز و بسته کردن قطعه تراش خطای ماشینکاری بوجود می آید که با عملیات ماشین کاری بین دو مرغک حل می شود.
انحراف در محور ماشین ابزار باعث وجود خطای عدم گردی می شود.
اسلاید 6 :
صلبیت سیستم ماشینکاری تغییر شکل های سیستم در اثر اعمال نیروی خارجی
خطای هندسی و ابعادی با تغییر در نیروی اعمالی به سیستم و یا تغییر در صلبیت تغییر خواهد کرد
اسلاید 7 :
تغییر شکل سیسیتم ماشینکاری در اثر نیروی خارجی
اثر صلبیت سیستم:
1- تغییر در نیروی برشی(عدم هم مرکز بودن)
2- تغییر در موقعیت اعمال نیرو
3-تاثیر دیگر نیروهای خارجی مانند گیره بندی
اسلاید 8 :
تغییر شکل قطعه کار در اثر تنش های داخلی
بدون اعمال بار خارجی در قطعه کار وجود دارندو در اثر فرایند کار سر و گرم بوجود می آیند.
به طور معمول در حالت تغادل هستند و اگر به واسطه عملیات ماشینکاری لایه ای از سطح برداشته شود به علت توزیع مجدد تنش های داخلی قطعه دچار پیچش می شود.
در صورت تجاوز این تنش ها از حد تسلیم در لایه های سطحی قطعه ترک بوجود می آید. فرایند سنگ زنی
اسلاید 9 :
خطای ماندگار بر اساس یک قاعده مشخص اتفاق می افتد.
اگر مقدار و جهت خطا در تمامی نمونه ها ثابت باشد خطای ماندگار ثابت(انتخاب ابزار نادرست) و در صورتی که بر اساس نظم خاصی تغییر کند خطای ماندگار متغیر (سایش ابزار) نامیده می شود.
خطای اتفاقی(رندم) از قاعده مشخصی پیروی نمی کنند.
اگر تمامی شرایط هم یکسان در نظر گرفته شود دلایل مختلفی مانند ناهمگونی و ناخالصی در جنس قطعه و یا مساله ارتعاشات باعث ایجاد خطا در ابعاد نهایی می شود.
اسلاید 10 :
خواص منحنی
محور x مجانب است
تقارن نسبت به خط x=μ
ماکزیمم در x=μ
نقاط تقعر در x=μ ±σ
A total=1
