





بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
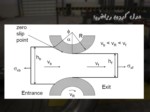
معرفی: یکی از روشهای مهم شکل دادن فلزات نورد است که دارای ویژگی های زیر است: - نوعی فرآیند تغییر شکل پلاستیک است. -از حجم یا فلزی که شکل داده می شود چیزی کم نمی شود به عبارت دیگر براده برداری از فلز انجام نمی گیرد. -نورد یکی از فرآيند هاي كارگرم است. -تغییر شکل در نورد بدین صورت انجام می گیرد که شمش مورد نظر پس از گذشتن بین غلتکهایی که در جهت عکس یکدیگر حرکت می کنند به شکل مطلوب تبدیل خواهد شد.
اسلاید 2 :
انواع نورد: 1-نورد گرم(Hot Rolling): قطعه نورد شده در دماهای بالاتر از 1100 درجه باشد. 2-نورد سرد(cold rolling): قطعه نورد شده در دماهای پایین تر باشد.
اسلاید 3 :
نورد گرم: اگر فلز عبور داده شده از بین دو غلتک گرم شده باشد به شکلی که دارای دمای حدود 1100 درجه سانتیگراد باشد، نورد را گرم می نامند. نورد گرم روی شمش ها یا تختالهایی که میزان کاهش ضخامت یا سطح مقطع مورد نظر در آنها زیاد باشد انجام می گیرد گرم کردن باعث نرم شدن فلز و در نتیجه کاهش نیروی لازم برای نورد می شود اگر تغییر ضخامت یا سطح مقطع فلز پس از نورد کم باشد دیگر نیازی به گرم کردن نیست به عبارت دیگر در این حالت نیروی مورد نیاز برای نورد کم است.
اسلاید 4 :
مزایای نورد گرم: -کم بودن تنش های جاری(Flow stresses ) -نیاز به نیرو وقدرت کمتر برای شکل دهی -چکش خواری بالا وشکل پذیری بالا -قابلیت تولید شکل با هندسه پیچیده -قابلیت جوشکاری -ارزان تر بودن محصولات نورد گرم
اسلاید 5 :
نورد سرد: این نوع نورد معمولا در دماهای اتاق انجام می گیرد.گرچه این دما می تواند تا دماهای 100-200 درجه نیز افزایش بیابد. از ویژگی های این نوع نورد می توان به افزایش سختی ماده موردنظر, افزایش نابجایی در ساختار کریستالی افزایش تنش تسلیم(yield stress), کاهش قابلیت چکش خواری ,جهت گیری دانه ها در جهت تغییر فرم حداکثر و وجود غلتک های پشتیبان با قطر بالا جهت اعمال فشار لازم به غلتک های کاری اشاره کرد.
اسلاید 6 :
مزایای نورد سرد: -در غیاب سرما واکسیداسیون تلورانس کمتر و پرداخت سطح بهتری حاصل می شود.(برخلاف نوردگرم دارای پوشش اکسیدی) -روغن کاری راحت تر انجام می گیرد. -قابلیت تولید ورق های نازک -قابلیت کنترل ویژگی های نهایی ماده مثلا در صورت نیاز به قدرت بالا می توان این ویژگی موجود را حفظ کرد ویا در صورت نیاز به چکش خواری اندازه دانه ها قبل از انیل شدن کنترل شوند.
اسلاید 7 :
مروری بر کلیات و مشخصات کوره های نورد : شکل دادن و نورد فلزات مستلزم ایجاد شرایط حرارتی و فیزیکی مناسب در فلز است این شرایط عمدتا" در کوره ها فراهم می شود و بستگی به نوع فلز ومیزان حساسیت نورد دارد. تمایل به استفاده از کوره های پیوسته همچنین افزایش کیفیت سطح قطعه باعث شده است تا دمای شمش قبل از پروسه نورد افزایش یابد
اسلاید 8 :
قفسه های نورد: برای اینکه غلتکهای نورد بتوانند نیروی لازم را به شمش اعمال کنند نیاز است که روی تجهیزات فلزی نصب شوند به شکلی که هم بتوان نیروی چرخشی به آنها اعمال کرد و هم فاصله غلتکها و کاربرها را تنظیم نمود این تجهیزات فلزی را قفسه می نامند با توجه به نوع نورد قفسه ها به دو دسته مداوم و غیر مداوم ( رفت وبرگشتی ) تقسیم می شوند.
اسلاید 9 :
عیوب نوردی: برخی عیوب نوردی که روی پروفیل ظاهر می شود عبارتند از: 1)زاکات 2)پریودی شدن 3)برآمدگی روی پروفیل 4)عدم تقارن 5)کمبود فلز درقسمتی از ابعاد پروفیل 6)زبری و ناهموارشدن سطوح پروفیل 7)خارج از اندازه بودن ابعاد بودن پروفیل 8)موج دار بودن فلز
اسلاید 10 :
عوامل موثر ایجاد انواع عیوب در قطعات نورد : 1)عیوب کنورتوری : یا ریخته گری شده که به علت وجود سرباره در فلز و وجود بیش از حد عناصر ترکیبی فلز و ناخالصی آنه ایجاد میشود. از جمله گوگرد ،فسفر ،کربن و .... که موجب شکنندگی سرد و گرم در فولاد میشود 2)عیوب نوردی: که شامل اشکالات و نواقص کاری و تجهیزاتی است که به خودی خود در خط تولید روی پروفیل اثر میگزارد و باعث معیوب شدن فلز میشود.
