







بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
تاريخچه
- انسان از ساليان دراز به دنبال روشهايي بود که بتواند اجسام سنگين را به راحتي جابجا نمايد براي نيل به اين مقصود از روشهاي مختلفي سود مي جست يکي از اين روشها که مصري ها از آن براي حرکت دادن سنگهاي عظيم الجثه استفاده مي کردند قرار دادن تنه اي درخت گرد زير سنگ و کشيدن آن بود کم کم همين ايده باعث پيداش چرخ و سرانجام بلبرينگ شد.
- طرح اوليه ساخت بلبرينگ توسط آهنگر ولزي به نام PHILIP VANGHAN در سال 1794 براي استفاده در تکيه گاه محور کالسکه ثبت شده است .
اسلاید 2 :
ياتاقان چيست ؟
ياتاقان ها محل استقرار و تکيه گاه زبانه شافت ها ، محور ها ، توپي ها و قطعات متحرک مي باشند و وظيفه تحمل و راهنمايي آنها را بر عهده دارند.
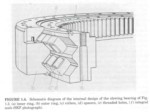
انواع ياتاقان ها ( از جهت نيروي وارده )
1- يا تا قان هاي شعاعي
2- يا تا قا ن ها محوري
اسلاید 3 :
انواع يا تا قا ن ها
- يا تا قا ن هاي لغزشي
1- ياتاقان هاي چشمي
2- ياتاقان هاي دو تکه ( ياتاقان هاي کولر )
3- ياتاقان هاي قابل تنظيم ( ميله کار ماشين تراش )
- يا تا قا ن هاي غلتشي
اسلاید 4 :
جنس ياتاقانهاي لغزشي
.1ياتاقانهاي بابيتي
.2ياتاقانهاي برنزي
.3ياتاقانهاي مس-سرب
.4ياتاقانهاي چدني
.5ياتاقانهاي اسفنجي
.6ياتاقانهاي کربني
.7ياتاقانهاي تفلوني ( پولي تترافلورواتيلن)
.8ياتاقانهاي مرکب (چند جنسي)
اسلاید 5 :
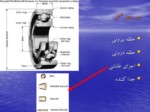
اجزاء ياتاقان غلتشي
- حلقه بيروني
- حلقه دروني
- اجزاي غلتشي
- جدا کننده
اسلاید 6 :
جنس ياتاقان هاي غلتشي
جنس ياتاقان هاي غلتشي از فولاد آلياژي کرم دار پر کربن انتخاب مي شود . اين نوع ياتاقان ها از نوع قابل سخت کاري عمقي است و داراي حداقل سختي لازم ( معادل 58 راکول سي ) براي اجزاي ياتاقان مي باشد .
حلقه ها و ساچمه ها را از فولاد هاي آلياژي سخت ( 1 درصد کربن ، 1.5 در صد کرم ، 0.15 در صد سيليسم . 0.3 درصد منگنز ) فولادي که اين قابليت را دارد در طبقه بندي صنعتي فولادهاي با شماره 521100 شناخته مي شود که اين سريال نشان دهنده فولاد آلياژي با 1 درصد کروم و 1 درصد کربن مي باشد.
و در برخي موارد از فولاد سمانته اي ، فولاد هاي ضد زنگ و غير مغناطيس ويا برنز انتخاب مي کنند .
اسلاید 7 :
- البته در شرايطي که ياتاقان در معرض زنگ زدگي قرار دارد براي ساختن ان از فولاد ضد زنگ با شماره شناسايي 440C استفاده مي گردد.
قفس ها يا جدا کننده ها در ياتاقان هاي کوچک از جنس ورق هاي فولادي يا برنجي پرس مي شوند و در ياتاقان هاي بزرگ از جنس فولاد يا برنج و يا فلزات سبک ضربه زني مي گردند .
اسلاید 8 :
روش توليد :
ماده اوليه جهت توليد ساچمه ها يا غلطک ها ، حلقه هاي بلبرينگ يا رولبرينگ عبارتند از مفتول ها ، لوله ها ، مواد نورد شده و مواد فورج شده .
حلقه ها با اندازه متوسط و کوچک بوسيله ماشين تراش يا چند محور ، بطور اتو ماتيک ماشينکاري شده و حلقه هاي بزرگ بوسيله ماشين هاي فرز و داخل تراش ماشين کاري مي شوند .
بعد از انجام ماشينکاري بر روي قطعات ، عمليات حرارتي انجام مي گيرد تا سختي و استحکام مطلوب حاصل آيد . در اين فرآيند حلقه ها بوسيله سوخت گازي يا الکتريسيته درون کوره هاي مداوم يا غير مداوم تا بالاي 800 درجه سانتي گراد حرارت ديده و در روغن يا حمامي از نمک بطور سريع و کنترل شده سرد مي شوند .جهت از بين بردن تردي و افزايش چقرمگي ، قطعات تحت عمليات حرارتي ثانويه اي بازگشت داده مي شوند ( سختي بدست آمده از اين روش در محدوده 60-66 HRC مي باشد . پس از عمليات حرارتي وجوه جانبي و داخلي و خارجي سنگ زده شده و بوسيله سنگ زني دقيق صيقل داده و پرداخت مي گردد .
اسلاید 9 :
اجزاء غلتشي ( ساچمه ها و غلطک ها ) ابتدا به شکل سيم يا مفتول مي باشند .
تحت فرآيند ويژه اي سيم يا مفتول بوسيله يک پرس به قطعات کوچک بريده مي شود و سپس بوسيله دستگاه پرس ما بين قالب فشرده شده و به شکل ساچمه يا غلطک خام در مي آيد . غلطک هاي بزرگ نيز بوسيله ماشينکاري ( تراشکاري ) تهيه مي شوند.
زايده ايجاد شده در فرآيند پرسکاري بوسيله قرار گرفتن ما بين ديسک هاي ساينده حذف مي گردند . بوسيله سنگ زني و دستگاه غلتشي قطر ساچمه کاهش داده مي شود ، گردي مورد نظر بوجود آمده و سطح مناسب ايجاد مي گردد .
بعد از عمليات سختکاري و بازگشت ، عمليات پرداخت کاري بيشتر انجام مي پذيرد .سپس اجزاء غلتشي بوسيله يک عامل پرداخت کننده مناسب صيقل داده شده و در نهايت اين اجزاء بر طبق قطرشان درجه بندي مي گردند .
اسلاید 10 :
شبکه ها نيز از طريق کشش عميق نوارهاي فولادي يا برنجي و يا بوسيله ماشينکاري و پرس از لوله هل ايجاد مي گردند . توليد اين شبکه ها شامل يک سري از عمليات پرسکاري يا ساير فرآيند هاي ماشينکاري و اتصالات ( نظير نقطه جوش ) مي باشد .
قطعه تکميل شده در حين چرخش مورد آزمايش صدا قرار گرفته و دقت ابعادي و صافي سطوح و عملکرد قطعات مورد آزمون واقع مي گردند .
