





بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
تست UT ( آزمون فراصوتی )
آزمون فراصوتی یکی از آزمایش های نسبتا پیشرفته در ردهء آزمایش های غیر مخرب می باشد . این روش سریع بوده و قادر به تشخیص معایب داخلی بدون نیاز به تخریب قطعهء جوش شده می باشد . چون این روش از نزدیک کنترل می شود ، قابلیت ارائه اطلاعات دقیق و مورد نیاز قطعهء جوش شده ، بدون نیاز به یک سری عملیات پر کار را دارا می باشد . این روش هم معایب سطحی و هم نواقص داخلی فلز جوش و فلز پایه را مشخص ، مکان یابی و اندازه گیری می کند .
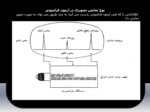
زمایش فراصوتی توسط موج منتشر شده از یک مبدل ( بلور کوارتز ) که مشابه یک موج صوتی ولی با گام و فرکانس بالاتری است ، انجام می شود . موج های فراصوتی از داخل قطعهء مورد آزمایش عبور داده می شوند و با هر گونه تغییر در تراکم داخلی قطعه ، منعکس می شوند . این موج ها توسط یک مبدل ( بلور کوارتز که تحت جریان متناوب قرار داد ) که به یک واحد جست و جوگر متصل شده ، تولید می شوند . امواج منعکس شده ( پژواک ها ) به صورت بر جستگی هایی نسبت به خط مبنا ، بر روی صفحه نمایش دستگاه ، ظاهر می شوند .
هنگامی که واحد جست و جوگر به مصالح مورد نظر متصل می شود ، دو نوع پژواک بر روی صفحه نمایش ظاهر می شود . ضربان اول ، انعکاس صدا از سطح رویی جسم که در تماس با دستگاه است ، می باشد و ضربان دوم مربوط به انعکاس موج از سطح مقابل است . فاصله بین این دو ضربان با دقت کالیبره می شود . این الگو نشان می دهد که مصالح در شرایط مناسبی از نظر معایب و نواقص داخلی قرار دارد . هنگامی که یک عیب یا ترک داخلی توسط واحد جست و جو پیدا شود ، تولید ضربان سومی می کند که بین ضربان اول و دوم بر روی صفحه نمایش ثبت می شود .
اسلاید 2 :
بنابراین مشخص می شود که محل این عیب بین سطوح بالا و پایین مصالح ( در داخل جسم مصالح ) می باشد . فاصله میان ضربان ها و ارتفاع نسبی آنها محل و میزان سختی ( تراکم ) عیب مزبور را مشخص می کند .
اسلاید 3 :
نوع نمایش تصویری در آزمون فراصوتی
اطلاعاتی را که طی آزمون فراصوتی بدست می آیند به چند طریق می توان به صورت تصویر نمایش داد .
اسلاید 4 :
الف ) نمایش تصویری A
معمول ترین سیستمی که مورد استفاده قرار می گیرد نمایش تصویری روبشی A است . یک موج ناقص در سمت چپ صفحهء اسیلوسکوپ ظاهر می شود که مربوط به پالس اولیه است ، موج های ناقص دیگری نیز روی صفحهء اسیلوسکوپ ظاهر می شوند که مربوط به علامت پژواک های دریافتی هستند . ارتفاع پژواک معمولا متناسب با اندازهء سطح بازتاب است ، ولی مسافتی که علامت طی می کند و اثرات تضعیف درون ماده روی آن تاثیر دارد . در هر صورت ، با فرض یک مبنای خطی زمان ، موقعیت خطی ( پالس ) پژواک متناسب با فاصلهء سطح بازتاب از پروب است . این نوع نمایش تصویری در تکنیک های بازرسی با پروب دستی معمول است .
از معایب نمایش تصویری روبشی A این است که ثبت دائم تصویر ممکن نیست ، مگر اینکه از تصویر اسیلواسکوپ عکس گرفته شود ، البته دستگاه های جدید پیشرفته دارای وسایل ثبت دیجیتال هستند .
اسلاید 5 :
Bب ) نمایش تصویری
با نمایش تصویری روبشی B می توان موقعیت عیب درون قطعه را ثبت کرد . این سیستم در شکل نشان داده شده است . لازم است که بین موقعیت پروب و اثر عیب ارتباط مختصاتی به وجود بیاید . استفاده از نمایش تصویری روبشی B به تکنیک های آزمون اتوماتیک و نیمه اتوماتیک محدود می شود .
هنگامی که پروب در موقعیت 1 است علائم روی صفحهء اسیلوسکوپ مطابق شکل هستند ، i نشان دهندهء علامت اولیه و ii نمودار دیوارهء پشتی قطعه است . وقتی که پروب به موقعیت 2 می رسد ، خط iii روی تصویر نشان دهندهء عیب است . این طرز نمایش از مقطع قطعه کار می تواند روی یک نمودار کاغذی ثبت شود ، عکاسی شود ، و یا اینکه روی پردهء بلند ثابت نمایش داده شود .
اسلاید 6 :
تکنیک های بازرسی در آزمون فراصوتی
وجود یک عیب در داخل یک ماده را می توان با استفاده از تکنیک امواج فراصوتی عبوری یا بازتابی پیدا کرد .
روش بازتابی با پروب عمودی
این روش در آزمون فراصوتی از معمول ترین تکنیک هاست و در شکل صفحات قبل نشان داده شده است . تمام یا بخشی از پالس توسط عیب داخل ماده بازتاب یافته و به وسیلهء پروب دریافت می شود . این پروب به جای فرستنده و گیرنده عمل می کند . فاصلهء زمانی بین ارسال پالس و دریافت پژواک برای محاسبهء فاصلهء عیب از پروب به کار می رود. روش بازتابی نسبت به روش عبوری دارای مزایای معینی است که عبارتند از :
الف ) قطعه کار به هر شکل می تواند باشد .
ب ) فقط دسترسی به یک طرف قطعه کار مورد نیاز است .
پ ) فقط یک نقطهء جفت شدن وجود دارد و در نتیجه مقدار خطا حداقل می شود .
ت ) فاصلهء عیب ها از پروب می تواند اندازه گیری شود .
روش عبوری با پروب عمودی
در این روش فرستنده با استفاده از یک روغن جفت کننده با سطح قطعه کار تماس برقرار می کند . یک پروب دریافت کننده روی سطح مفابل ماده نصب می شود .
اگر در داخل ماده هیچ گونه عیبی وجود نداشته باشد ، علامتی با یک شدت معین به گیرنده خواهد رسید . اگر ابین پروب فرستنده و گیرنده عیبی وجود داشته باشد شدت علامت دریافتی کاهش خواهد یافت . این امر به علت بازتاب جزیی پالس عیب است که بدین ترتیب می توان به وجود عیب پی برد .
این روش معایبی دارد که عبارتند از :
الف ) قطعه کار باید دارای دو سطح موازی باشد و به هر دو سطح آن نیز باید دسترسی داشت .
ب ) دو عدد پروب مورد نیاز است لذا جفت کردن آنها ممکن است عمل سیال اتصالی را کم بهره کند .
پ ) باید دقت کافی به خرج داد تا دو پروب کاملا در مقابل یکدیگر قرار گیرند .
ت ) علایمی از عمق عیب نمی توان به دست آورد .
اسلاید 7 :
روش عبوری با پروب زاویه ای
وضعیت های به خصوص آزمون وجود دارند که امکان به کارگیری از پروب های عمودی برای شناسایی عیب وجود ندارد و تنها راه حل معقول این است که از یک پروب زاویه ای استفاده شود . مثال خوبی از این روش بازرسی جوش های لب به لب صفحات موازی است . اگر در منطقهء جوش عیبی وجود داشته باشد شدت علامت دریافتی کاهش خواهد یافت . فاصلهء AB را فاصلهء پرش می نامند و برای روبش کامل ناحیهء جوش، پروب ها باید مطابق شکل روی سطح قطعه جابه جا شوند . در عمل هر دو پروب باید در یک حامل نصب شوند تا همیشه فاصلهء درستی از هم داشته شوند . در عمل هر دو پروب باید در یک حامل نصب شوند تا همیشه فاصلهء درستی از هم داشته باشند .
روش بازتابی با پروب زاویه ای
همچنانکه در شکل زیر دیده می شود ، با به کار بردن یک پروب زاویه ای در حالت بازتابی می توان عیب ها را ردیابی کرد . ذکر این نکته مهم است هنگامی که در این گونه آزمون ها از پروب زاویه ای استفاده می شود ، آشکار ساز عیب باید به دقت با استفاده از یک قطعهء مرجع تنظیم شود . طراحی و استفاده از قطعات تنظیم در بخش بعدی شرح داده می شود .
اسلاید 8 :
تعیین هویت عیب ها
به وسیلهء روش های فراصوتی نه تنها موقعیت دقیق عیوب داخلی شناسایی می شود بلکه در اکثر موارد می توان نوع عیب را هم تشخیص داد . در این بخش علایم مختلفی که از انواع گوناگون عیوب دریافت می شود، تحت بررسی قرار می گیرد .
الف ) عیب عمود بر امتداد پرتو : وقتی که عیبی وجود نداشته باشد باید یک علامت پژواک از سطح مقابل دریافت شود . وجود یک عیب کوچک باید پژواک کوچکی ایجاد کند و شدت پژواک سطح مقابل کاهش یابد . اگر اندازهء عیب از قطر پروب بیشتر باشد پژواک عیب بزرگتر شده و پژواک سطح مقابل ممکن است با توجه به عمق عیب در رابطهء پراکندگی امواج در منطقهء دور دریافت نشود .
اسلاید 9 :
ب ) عیب هایی غیر از عیب های صفحه ای : مناطقی که دارای حفره های میکروسکوپی هستند ، موجب پراکندگی معمول امواج شده و روی صفحهء اسیلوسکوپ یک رد چمنی شکل بدون پژواک سطح مقابل نمایان می کند .
ناخالصی ها یا حفره های بزرگ کروی یا بیضوی پژواک کوچکی نمایان می سازند که به همراه پژواک کوچکی از سطح مقابل است ، در حالی که یک رد ساده که هیچ گونه پژواکی را نشان نمی دهد ممکن است مربوط به یک عیب صفحه ای با زاویهء غیر قائم نسبت به امتداد پرتو باشد .
اسلاید 10 :
پ ) تورق در صفحهء ضخیم : صفحه باید کاملا به روشی که در شکل زیر نموده شده است روبش گردد . علایم تورق از فواصل نزدیک پژواک ها و افت سریع ارتفاع علامت های پژواک مشخص می شود . هر دو یا یکی از این علایم دلیلی بر وجود تورق خواهند بود
