













بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
کنترل عددی (NC) بصورت های مختلفی در قسمت کنترل ماشین مورد استفاده قرار می گیرد و با این سیستم ابعاد مشخص شده توسط کدها و اعداد معین شده کنترل می گردد با استفاده از این کدها (رمزها) به ماشین دستور داده می شود که عملیات مختلفی را انجام دهد مثل حرکت محور اصلی در جهات مختلف ،روشن وخاموش شدن دستگاه های سرد کننده و سایر عملیت بنابر این موقعیت مکانی (محل) یک شماره در دستگاه کنترل مشخص می گردد.
اسلاید 2 :
روش سیانسی در دهه ۴۰ میلادی پدید آمد و ادامهدهنده روش دستگاههای انسی (کنترل رقمی) بود. از انسی در جنگ جهانی دوم برای تولید جنگافزار و پیچها استفاده زیادی میشد.
CNCها ماشینهای ابزار مدرن و رباتهای خودكار پیشرفته ای هستند كه از كامپیوتر بعنوان بخش اساسی كنترل كننده آنها استفاده می شود. كامپیوترها در حال حاضر یكی از اجزاء اصلی برای اتوماتیك كردن دستگاهها هستند و می توانند دستگاههای مختلفی مانند ماشین های ابزار , جوش و برش با لیزر را كنترل كنند.
اسلاید 3 :
در مقایسه با ماشین ابزار معمولی ،Computer Numerical Control - CNC - جانشین كارهای دستی اپراتور می شود. در ماشینكاری معمولی با هدایت ابزار برنده در طول قطعه كار توسط یك چرخ دستی، قطعه کار براده برداری می شود كه این چرخ دستی توسط اپراتور كنترل می گردد. به عبارت دیگر برش محدوده جسم توسط یك اپراتور ماهر بوسیله كنترل چشمی انجام می گیرد.ولی در ماشین CNC كلیه عملیات لازم در یك برنامه گنجانده می شود كه بتواند با حداقل نیاز به ورودهای بعدی نتیجه لازم را بگیرد .
اسلاید 4 :
ابداع كنترل عددی در سال 1952 فصل جدیدی را در امر اتوماسیون گشود. بعد از جنگ جهانی دوم نیروی هوایی آمریكا احساس كرد نیاز به تولید قطعات پیچیده و دقیق هواپیما دارد كه ساخت آنها با ماشینهای ابزار معمولی مشكل است . اولین قدمها در راه توسعه یك ماشین ابزار مناسب در كمپانی Parsons در ایالت میشیگان برداشته شد(1947) و در آزمایشگاه سرو مكانیزم انستیتو تكنولوژی ماساچوست MIT كامل شد (1949) . در سال 1952 ساخت یك فرز با كنترل اتوماتیك سه محور انجام پذیرفت. سیستم كنترلر NC بر اساس اصول كامپیوترهای دیجیتالی می باشد كه در آن زمان یك تكنولوژی پیشرفته محسوب می شد. توسعه منطقی NC كنترلهای عددی كامپیوتری CNC بود كه در آن یك كامپیوتر بعنوان بخش اصلی سیستم كنترلر انجام وظیفه می كند. رباتهای صنعتی همزمان با سیستمهای CNC توسعه یافتند و اولین ربات تجارتی در سال 1961 ساخته شد اما تا اواخر دهه 70 نقش مهمی را در تولید بازی نكردند.
اسلاید 5 :
® 1949-1952اعلام نیاز نیروی هوائی ایالات متحده وساخت اولین ماشین فرز با کنترل اتوماتیک(عددی) توسط شرکت Parsons با همکاری فنی و تحقیقاتی MIT ® 1958 ابداع زبان برنامه نویسی APT ® 1959 توسعه IC ® 1972 اولین ماشین کنترل عددی با مینی کامپیوترCNC ® 1975 ساخت کنترلر فانوک سیستم 5 و 6 ® 1977-1982 ساخت کنترلر Sinumerik System 7 با میکروپروسسور 4بیتی ® 1982 ساخت کنترلر Sinumerik System 8 با میکروپروسسور 16بیتی ® 1981 ساخت کنترلر Sinumerik System 3 ® 1985 ساخت کنترلر Sinumerik 810- سری 800 آنالوگ ® 1986 ساخت کنترلر Sinumerik 850 ® 1988 ساخت کنترلر Sinumerik 880 ® 96-1995 ساخت کنترلر 810 / 840 سری دیجیتال
اسلاید 6 :
رشد فرآیند خودكار شدن تولید نیاز به ماشین هایی كه با كامپیوتر كنترل می شوند را افزایش داد و منجر به توسعه ماشین های NC تحت عنوانCNC گردید.
سیستمهای NC از سخت افزار الكترونیكی بر پایه تكنولوژی مدارهای دیجیتالی استفاده می کردند. CNC یك مینی كامپیوتر یا میكرو كامپیوتر را برای كنترل ماشین ابزار بكار می گیرد و تا حد امكان مدارهای سخت افزار اضافی را در واحد كنترل حذف می كند.
گرایش از NC بر پایه سخت افزار به CNC مبتنی بر نرم افزار انعطاف پذیری سیستم را افزایش داد و امكان تصحیح برنامه ها را در حین استفاده فراهم ساخت.
اسلاید 7 :
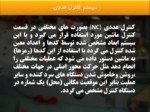
بلوک دیاگرام دستگاه CNC
از آنجایی که یک دستگاه CNC به منظور انجام عملیات به صورت دقیق خودکار به کار می رود لذا برای کنترل آن از سیستم کنترل حلقه بسته استفاده می شود.
بررسی یک سیستم کنترل حلقه بسته:
برای کنترل خروجی یک سیستم از طریق ورودی آن لازم است که در هر زمان از خروجی اندازه گیری به عمل آمده و ضمن تعیین انحراف آن از مقدار دلخواه فرمانی مناسب به ورودی اعمال گردد تا خروجی به میزان مطلوب برسد
اسلاید 8 :
الف) ترسيم قطعه موردنظر به صورت كاملاً سه بعدي توسط نرم افزارهاي cad نظير AUTO CAD
MECHANICAL DESKTOP, AUTO SURF, CATIA,
ب) تصميمگيري در مورد نوع ماشين مورد نياز جهت عمليات
ج) انتخاب ابزار مورد نياز (اين قسمت ميتواند شامل متغیرهای گوناگون باشد كه معمولاً بهترين متغیرهای مربوط به حالتياست كه كمترين زمان و بهترين كيفيت همزمان مورد توجه قرار گيرند.)
د) استفاده از نرم افزارهاي CAM نظير MASTERCAM, EDGE CAM,POWER MILL جهت استخراج كدهايمورد نظر از طرح كشيده شده در قسمت الف.
ه¨ ) مشاهده شبيه سازي حركت قلم نسبت به قطعه كار درون نرم افزارهاي شبيه ساز كامپيوتري نظير CNCEZ در صورت رضايت بخش بودن اين قسمت، فرستادن كدهاي CNC استخراج شده در اين قسمت به دستگاه CNC و توليد نهائي قطعه
اسلاید 9 :
1- شکل قطعات از پیش توسط یک برنامه که در سیستم کم (CAM) تولید شده مشخص میگردد. معمولاً برای این منظور هنوز از استاندارد EIA-274-D استفاده میشود که کد جی G-Code هم نامیده میشود،در این استاندارد فایلها مسیر حرکت و عملکرد ترتیبی دستگاه را مشخص میکنند
به عنوان مثال:
G01 : حرکت خطی
G02 : حرکت دورانی
G90 : نوع مختصات را از نظر نسبی بودن یا مطلق بودن مشخص می کند
2- در استاندارد جدیدتر ISO 10303 دستگاههای CNC ،فایل ورودی CAD قطعه کار را تعریف میکند و هر دستگاه با توجه به ابزارها و قابلیت های خود , مسیر حرکت را تولید میکند.
اسلاید 10 :
کنترلر های مختلفی برای دستگاه های CNC موجود میباشد مانند فانوک ،هایدن هاین، زیمنس فاگورو، میتسوبیشی و...
زیمنس و هایدن هاین از مارک هایی می باشند که در ایران فراوان استفاده می شوند
تفاوت های اینها به چگونه است منطق در یافت اطلاعات بصورت کد هائی می باشد که با G شروع می شوند
2 نوع کد وجود دارد:
1- کدهای عمومی:
به عنوان مثال کد G01 حرکت خطی است G02 و G03 حرکت دورانی می باشند و G90 نوع مختصات را از نظر مطلق بودن یا نسبی بودن مشخص می نماید.
2- کدهای خاص: با توجه به نوع کنترلر شاید شماره کد فرق نماید.
به عنوان مثال G20 در زیمنس منظور انتخاب سیستم اندازه گیری متریک می باشد ولی این در هایدن هاین کد G70 این کار را امجام میدهد پس همانطور که گفته شد آموزش کدها باید با توجه به نوع کنترلر صورت گیرد
