











بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
فرایندهای جوشکاری ذوبی به دسته ای از فرایندهای اتصال قطعات گویند که در آنها از ذوب فلز پایه (Base Metal) برای ایجاد حوضچه ذوب استفاده می شود.
اسلاید 2 :
تقسیم بندی فرایندهای جوشکاری ذوبی
الف) جوشکاری با گاز
ب) جوشکاری قوسی
جوشکاری اکسی استیلن(OAW)
ج) جوشکاری توسط پرتوهای پرانرژی
جوشکاری پرتو الکترونی(EBW)
جوشکاری پرتو لیزر(LBW)
اسلاید 3 :
تقسیم بندی فرایندهای جوشکاری قوسی
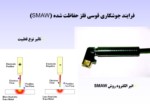
جوشکاری قوسی فلز حفاظت شده (SMAW)
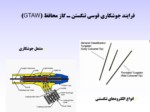
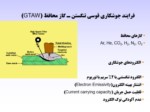
جوشکاری قوسی تنگستن ـ گاز محافظ (GTAW)
جوشکاری قوسی پلاسمایی (PAW)
جوشکاری قوسی فلز با گاز محافظ (GMAW)
جوشکاری قوسی زیرپودری (SAW)
جوشکاری سرباره الکتریکی (ESW)
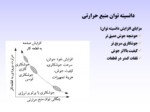
اسلاید 4 :
دانسیته توان منبع حرارتی
مزایای افزایش دانسیته توان؛
حوضچه جوش عمیق تر
جوشکاری سریع تر
کیفیت بالاتر جوش
تلفات کمتر در قطعات
اسلاید 5 :
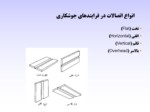
انواع اتصالات در فرایندهای جوشکاری
- اتصال سر به سر کروی (Butt joint square)
- اتصال سر به سر شکل(Butt joint )
- اتصال روی هم(Lap Joint)
- اتصال T(T Joint)
اسلاید 6 :
انواع اتصالات در فرایندهای جوشکاری
- تخت (Flat)
- افقی (Horizontal)
- قائم ( ertical)
- بالاسر (O erhead)
اسلاید 7 :
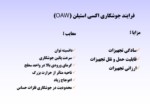
فرایند جوشکاری اکسی استیلن (OAW)
انواع شعله در فرایند جوشکاری اکسی استیلن
- شعله خنثی
- شعله احیایی
- شعله اکسیدی
اسلاید 8 :
فرایند جوشکاری اکسی استیلن (OAW)
مزایا ؛
سادگی تجهیزات
قابلیت حمل و نقل تجهیزات
ارزانی تجهیزات
معایب ؛
دانسیته توان
سرعت پائین جوشکاری
گرمای ورودی بالا در واحد سطح
ناحیه متأثر از حرارت بزرگ
اعوجاج زیاد
محدودیت در جوشکاری فلزات حساس
اسلاید 9 :
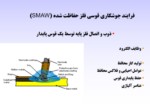
- ذوب و اتصال فلز پایه توسط یک قوس پایدار
- وظایف الکترود
- تولید گاز محافظ
- عوامل احیایی و فلاکس محافظ
- حفظ پایداری قوس
- عناصر آلیاژی
اسلاید 10 :
فرایند جوشکاری قوسی فلز حفاظت شده (SMAW)
مزایا ؛
سادگی تجهیزات
ارزانی تجهیزات
قابل استفاده در بسیاری از سازه ها
معایب ؛
محدودیت در جوشکاری فلزات حساس
محدودیت در نرخ رسوب گذاری
محدودیت در دمای سر الکترود
محدودیت در اندازه الکترود
