






بخشی از مقاله
در نخستین سالهای توسعه، پلاستیكها غالبا به عنوان جانشینی برای مواد دیگر انتخاب شدهاند. بعضی از آن محصولات اولیه به واسطه توجه و تفكر ویژهای كه به هنگام انتخاب مواد به عمل آمده بود، بسیار موفقیت آمیز بودند. اما بعضی از این محصولات دچار شكست شدند چرا كه طراحان دربارۀ خواص پلاستیكهای به كار رفته اطلاعات كافی نداشتند و یا به جای كاربرد عملی ماده فقط به انگیزۀ مادی و بهای كالا میاندیشیدند. در این قسمت در مورد قواعد اساسی در طراحی محصولات پلاستیكی بحث كوتاهی میكنیم. برای دسترسی به منابع اطلاعاتی بیشتر به سایتهای مرتبط در شبكه اینترنت میتوانید مراجعه كنید
ملاحظات مربوط به مواد
مواد با خواص درست بایستی طوری انتخاب شوند كه با شرایط طراحی، اقتصادی و سرویسدهی تطابق داشته باشند.
مواد پلاستیكی با در نظر گرفتن كاربرد محصول نهایی بایستی با احتیاط انتخاب شوند. خواص پلاستیكها نسبت به سایر مواد بیشتر به درجۀ حرارت وابسته است. پلاستیكها نسبت به تغییرات در محیط حساسیت بیشتری دارند.
انتخاب مادۀ نهایی برای یك محصول بر مساعدترین، مناسبترین و مطلوبیترین تعادل طراحی، ساخت و قیمت كل یا قیمت فروش كالای نهایی استوار است.
حال دربارۀ عواملی كه در طراحی یك محصول پلاستیكی باید در نظر گرفته شود به اختصار توضیحی میدهیم.
تأثیرات محیطی
به هنگام طراحی یك محصول پلاستیكی، در نظر گرفتن محیطهای فیزیكی، شیمیایی و حرارتی از اهمیت بسیاری برخوردار میباشد. دامنۀ دمایی مفید بیشتر پلاستیكها بندرت از c˚020 تجاوز میكند. بسیاری از قطعات پلاستیكی كه در معرض انرژی تابیده شده و فرابنفش قرار گرفتهاند خیلی زود دچار شكست در سطح میشوند، ترد و شكننده میشوند و استحكام مكانیكی خود را از دست میدهند. فلوئوروكربنها، سیلیكونها، پلیآمیدها و پلاستیكهای پر شده را بایستی برای محصولاتی مورد استفاده قرار دادكه بالای 230˚c قرار است به كار گرفتهشوند. فضای خارج از زمین و بدن انسان به مكانی عمومی برای استفاده از مواد پلاستیكی تبدیل شدهاند. مواد عایق كننده و ساینده در وسایل نقلیۀ فضایی و نیز تقویت كنندههای سرخرنگ، نخهای بخیه زنی تك رشتهای، تنظیم كنندههای قلب و شیرها تنها بخش اندكی از این محصولات جدید میباشند.
بعضی از پلاستیكها خواص خود را تا درجه حرارتهای فوق العاده پایین حفظ میكنند. به عنوان مثال، بطریها، قوطیها یا مخزن پلاستیكی، یاتاقانهای خود روان كننده و لولههای انعطاف پذیر بایستی در درجه حرارتهای زیر صفر بدرستی كار كنند.
محیطهای سرد و فوق العاده طاقتفرسای فضا و زمین تنها دو مثال از آنها میباشد. در هر زمان كه منجمدسازی و بستهبندی مواد غذایی مد نظر باشد و یا طعم و مزه و بو و رایحه یك مسئله باشد میتوان از پلاستیكها استفاده كرد.
علاوه بر دامنۀ دمایی، رطوبت، تابش، مواد ساینده و عوامل محیطی دیگر، طراح بایستی مقاومت در برابر آتش را مد نظر داشته باشد. هیچ پلاستیكی وجود ندارد كه در برابر آتش كاملا مقاوم باشد.
خواص الكتریكی
همۀ پلاستیكها خصوصیات عایق بندی الكتریكی خوبی دارند. اگر چه انتخاب پلاستیكها معمولا بر پایۀ خصوصیات مكانیكی، حرارتی و شیمیایی انجام میشود، بیشتر پیشگامان در صنعت پلاستیك به كاربردهای الكتریكی آن توجه داشتهاند. مسائل عایقبندی الكتریكی همانند مشكلات ناشی از محیطهای مرتفع و محیطهای فضایی، محیطهای زیرآبی و زیرزمینی با استفاده از پلاستیكها حل شدهاند. بدون استفاده از پلاستیكها ساخت رادارهای موثر در تمام شرایط آب و هوایی و سونار زیرآبی امكانپذیر نبود. از این برای عایقبندی، پوشش دادن و محافظت از اجزای الكترونیكی استفاده میشود.
خواص شیمیایی
ماهیت شیمیایی و الكتریكی پلاستیكها به واسطۀ ساختار مولكولی آنها تا حد زیادی نزدیك به یكدیگر بوده و به هم وابسته میباشد هیچ قاعدۀ كلی برای مقاومت شیمیایی وجود ندارد. پلاستیكها بایستی در محیط شیمیایی واقعی خود مورد آزمایش قرار گیرند، فلوئوروكربنها، پلی اترهای كلردار و پلی اولفینها از جمله پلیمرهای (پلاستیك) میباشند كه بیشترین مقاومت شیمیایی را دارند.
نفوذپذیری پلاستیكهای پلیاتلن در بستهبندی میوهها و گوشتهای تازه یك ویژگی مفید به شمار میرود. سیلیكونها و پلاستیكهای دیگر، این اجازه را میدهند كه اكسیژن و گازها از خلال یك غشای نازك عبور كنند در حالی كه همزمان از عبور مولكولهای آب و بسیاری از یونها شیمیایی ممانعت به عمل میآورند.
عوامل مكانیكی
1- خستگی
2- استحكام كششی
3- استحكام خمشی
4- استحكام فشاری
5- استحكام در برابر ضربه
6- سختی
7- میرایش ارتعاشات
8- جریانپذیری در حالت سرد
9- انبساط حرارتی
10- پایداری ابعادی
پیش از این دربارۀ این موارد تا حد مختصری توضیح دادهشدهاست.
ملاحظات اقتصادی
در نظر گرفتن مسائل اقتصادی مرحلۀ آخر انتخاب مواد بشمار میآید. بهتر آن است كه قیمتهای مواد در انتخاب مقدماتی مواد كاندید شده،گنجانده نشود.
قیمت یا هزینۀ تمام شده، همیشه یك عامل اصلی در مسائل مربوط به طراحی یا انتخاب مواد میباشد. نسبت استحكام به جرم یا مقاومت شیمیایی، الكتریكی و مقاومت در برابر رطوبت ممكن است بر عیب قیمت بالا، غلبه میكند.
ملاحظات طراحی (Design Consideration)
وقتی كه شرایط طراحی كلی قطعهای مورد توجه قرار میگیرد، كاربرد یا شرایط كاری قطعۀ مورد نظر، محیط كاری، قابلیت اطمینان و مشخصات فنی آن قطعه بایستی مرور شود.
وضعیت ظاهری
مصرف كننده احتمالا بیشتر از همه از وضعیت فیزیكی ظاهری محصول آگاه میباشد. این وضعیت ظاهری مدیون پارامترهای مؤثر زیر میباشد.
1- طراحی، 2- رنگ، 3- خواص اپتیكی، 4- پرداخت سطحی. در طراحی وضعیت ظاهری، چندین خاصیت تأثیر گذار میباشد. رنگ، بافت، شكل و ماده میتوانند در جلب نظر مصرف كننده اثر داشته باشند.
تعداد معدودی از ویژگیهای برجستۀ پلاستیكها عبارتند از اینكه: آنها ممكن است به صافی شیشه شفاف یا رنگی و یا به لطافت و نرمی خز باشند. در بسیاری از حالات، پلاستیكها ممكن است تنها موادی باشند كه تركیب مطلوبی از خواص را برای برآورده ساختن نیازهای خدماتی و در حین سرویس دهی، از خود نشان میدهند.
محدودیتهای طراحی
علاوه بر انتخاب مواد، ابزارآلات و فرآیند نیز تأثیر قابل ملاحظهای بر روی خواص و كیفیت محصولات پلاستیكی برجای میگذارد. طراحی محصول و در نهایت قالب بهكاررفته برای تولید محصول به طور بسیار نزدیكی به تولید بستگی دارند. سرعتهای خروجی، خطوط جدایش دونیمۀ قالب، نوسانات ابعادی، گاهگیرها، پرداخت و انقباض ماده از جمله عواملی میباشند كه بایستی توسط سازندگان قالب یا طراحان ابزار مدنظر قرار گیرند و دقت بسیار زیادی را در این خصوص اعمال كنند.
ملاحظات مربوط به تولید (Production Considerations)
در هر طراحی محصول، رفتار ماده و قیمت، در تكنیكهای قالبگیری، ساخت، جفتكردن وبه هم پیوستن تأثیر میگذارد. طراح ابزار و قالب بایستی میزان انقباض ماده، طراحی قالب ، خطوط جدایشدو نیمه قالب، میلههای بیرون انداز، تزئینات، نوسانات ابعادی، اتصالات، سرعتهای تولید و عملیات دیگر را مورد توجه قرار دهد
قالبگیری تزریقی (Injection molding)
قالبگیری تزریقی (Injection molding) یكی از رایجترین روشهای تولید قطعات پلاستیكی است. بدنه تلوزیونها، مانیتورها، دستگاه پخش CDها، عینكها، مسواكها، قطعات خودرو و بسیاری قطعات دیگر با این روش ساخته میشوند.
قالبگیری تزریقی را میتوان برای همه ترموپلاستها به جز پلی تترافلوروتین (PTFE)، پلیایمید، بعضی پلی استرهای آروماتیك و بعضی پلاستیكهای خاص دیگر به كاربرد. ماشینهای قالبگیری تزریقی (IMM) خاص ترموستها را میتوان برای ساخت قطعاتی از جنس فنولیك، ملامین، اپوكسی، سیلیكون، پلیاستر و الاستومرها استفاده كرد. در قالبگیری تزریقی همه این مواد، گرمای كافی به دانههای پلاستیكی اعمال میشود تا بتوانند درون قالب و گذرگاههای آن " جاری " شوند. پس این ماده به درون یك قالب بسته با فشار تزریق می شود تا همه حفره قالب را پر كرده و فرم مورد نظر را به خود بگیرد. پس از سرد شدن ماده و انجماد كامل آن، قالب باز شده و پیشنهاد بیرون انداز، قطعه كار پلاستیكی را از قالب خارج می كنند.
ماشین های تزریق به صورت افقی و عمودی ساخته می شوند كه نشان دهنده جهت باز و بسته شدن قالب می باشد. در ماشینهای تزریق افقی پس از باز شدن قالب قطعه كار به پایین می افتد و از طریق یك كانال یا نوار نقاله از ماشین خارج می شود. در ماشینهای تزریق عمودی این اتفاق نمی افتد. معمولا از ماشین های تزریق عمودی برای كاشت قطعات فلزی در ماده پلاستیكی استفاده می شود.
ماشین های تزریق عمودی فضای كمتری نیبت به ماشینهای افقی اشغال می كنند و با توجه به چند ایستگاهی بودن قالب آنها، هزینه استهلاك قالب در آنها پایین تر است در ماشین هاب تزریق پلاستیك د و قسمت مهم وجود دارد: واحد تزریق Injection unit و واحد قفل كننده قالب Clamping unit
واحد تزریق (Injection unit)
وظیفه این واحد، ذول كردن پلاستیك و تزریق آن به داخل قالب است. در این واحد قطعاتی از قبیل قیف تغذیه، پوسته مارپیچ، در وپوش انتهایی پوسته، نازل، مارپیچ، شیر یك طرفه، نوارهای گرم كننده ، موتور گردش مارپیچ و سیلندر هیدرولیكی برای حركت رفت و برگشتی مارپیچ تعبیه شده است.
سیستم كنترل ماشین می تواند حرارت اعمالی به پلاستیك، زمان گردش و حركات رفت و برگشتی مارپیچ را كنترل كند.
عملكرد میله مارپیچ، تعیین كننده، سرعت و بازدهی ذوب كردن دانه های پلاستیكی می باشد.
واحد قفل كنند قالب ( Clamping unit)
وظیفه این واحد باز كردن و بستن قالب و همچنین بیرون انداختن Ejecting قطعه كار از قالب است. دو روش رایج برای تامین نیروی قفل كننده قالب، استفاده از نیروی هیدرولیك به صورت مستقیم و یا استفاده از یك مكانیزم قفل كننده زاتویی Toggle با محركه هیدولیكی می باشد.
مشخصات ماشینهای تزریق (Clamping tonnage)
ماشین های قالب گیری تزریق را می توان با ویژگی مهم برای هر ماشین كه نشان دهنده قابلیتهای آن می باشد، عبارتند از ظرفیت تزریقShot size و تناژ قفل كردن قالب (Clamping tonnage).
ظرفیت تزریق
ظرفیت تزریق عبارت است از حداكثر مقدار مواد پلاستیكی كه ماشین می تواند در هر سیكل به داخل قالب تزریق كند با توجه به اینكه چنگالی پلاستیكها مختلف با هم تفاوت دارد باید یك استاندارد برای مقایسه تعریف شود. پلی استایرین به عنوان پلاستیك استاندارد برای این ارزیابی پذیرفته شده است. ماشینهای تزریق خیلی كوچك آزمایشگاهی ممكن است ظرفیتی معادل حداكثر 20gr[0.70oz] داشته باشند. بعضی ماشینهای تزریق بزرگ نیز می توانند در هر سیكل بیش از 6 kg.
تناژقفل كردن قالب
تناژ قفل كردن، حداكثر نیرویی است كه ماشین می تواند به قالب وارد كند. از نظر تناژ می تواند ماشینهای تزریق را به سه گروه كوچك، متوسط و بزرگ دسته بندی كرد. در ماشینهای كوچك تناژ، قفل كردن حداكثر 99 tons است. تناژ ماشینهای متوسط
100-2000و تناژ ماشینهای تزریق بزرگ بالاتر از 2000 tons است. ماشینهای تزریق بزرگ كه به صورت استاندارد ساخته می شوند. ممكن است تناژی معادل 10000 tonsنیز داشته باشد.
مختصری بر طراحی قالب
طراحی ،مهارت در تلفیق دانش و تجربه است و طراح کسی است که می تواند هنرمندانه ازاین مهارت استفاده کند. برخی بر این باورند که طراحی امری غریزی است و بعضی آن را اکتسابی می دانند . آنچه مسلم است نقش ذوق و سلیقه فردی در فرآیند طراحی قابل انکار نیست و خلاقیت عنصر جدایی ناپذیر در مبحث طراحی است . در هر زمینه ای ،طرح های نو بر اساس شناخت و فهم دقیق و کامل طرح های قدیم و به کار بردن زیرکانه دانش ،خلاقیت و ذوق فردی در جهت افزایش و تکمیل کارآیی و رفع نواقص آنها شکل می گیرد.
طراحی قالب نیز فرآیندی است که سیر تکاملی خود را از طراحی مکانیزم های ساده تا پیچیده در این بستر طی کرده است . طراحان قالب همگام با پیشرفت های صنعتی و فن آوریهای نوین در رشته ساخت و تولید، با خلق طرح های نو، تاثیر زیادی بر فرآیند محصولات گذاشته اند.
مشکل عمده ای که مبتدیان در شروع کار طراحی قالب با ان روبه رو هستند این است که چگونه و از چه بخشی از قالب طراحی را آغاز کنند.
در عمل، نقشه قالب شامل سه نما است:یک نما از نیمه ی متحرک،یک نما از نیمه ی ثابت و یک برش جانبی از هر دو نیمه .در نقشه مونتاژ قالب (Mold Assembly Drawing )بایستی جزییات تا اندازه ای ترسیم شود که نقشه کش بتواند با استفاده از آن نقشه های اجرایی قطعات قالب را ترسیم نماید.مبتدیان میتوانند فقط دو نما از قالب را ترسیم نمایند معمولا این دو نیمه شامل یک نمای پلان از نیمه متحرک (Moving Mold ) و یک نمای برش جانبی از هر دو نیمه است.
بازبینی نقشه نهایی قالب آخرین مرحله طراحی قالب است.در این مرحله مهم باید خطاها تشخیص داده شده و تصحیح شوند.خطاها ممکن است خطای طراحی،نقشه کشی و یا ابعادی باشد.
پس از تکمیل نقشه ها نقشه کش فرصت خوبی دارد تا طرح را به طور کلی بازبینی کند.نقشه کش باید عملکرد هر جز در ساختمان قالب را برای داشتن یک قالب با راندمان خوب بررسی نماید.برای نقشه کش قالب، فرآیند بازبینی نقشه قالب ضروری است.در این فرآیند نقشه کش نباید خطاهای موجود در طرح را به نقشه های ساخت منتقل کند.در صورت عدم تشخیص یک خطا،قالب مطابق مشخصات و نقشه ها ساخته شده و در نتیجه زمان و هزینه (Time & Cost ) زیادی برای تصحیح باید متحمل شد.
طرح بایستی توسط یک طراح مستقل(یک بازبین نقشه)کنترل شود،این طراح نبایستی پیش از کنترل نقشه با طراحی ارتباطی داشته باشد تا بتواند طرح را بدون هیچ ذهنیت قبلی کنترل نماید.در هر حال کنترل مرحله ای نقشه توسط بازبین نباید مانع از کنترل کلی نقشه توسط خود نقشه کش شود .
مراحل طراحی قالب تزریقی
کلیات
مشكل عمده اي كه مبتديان در شروع كار طراحي قالب با آن روبرو هستند اين است كه چگونه و از چه بخشي از قالب طراحي را آغاز كنند.در اين فصل يك روش مرحله اي در طراحي قالب ارائه خواهد شد.
در عمل،نقشه قالب شامل سه نما است:يك نما از نيمه متحرك ،يك نما از نيمه ثابت و يك برش جانبي از هر دو نيمه .در نقشه مونتاژ قالب بايستي جزئيات تا اندازه اي ترسيم شود كه نقشه كش بتواند با استفاده از آن نقشه هاي اجرائي قطعات قالب را ترسيم نمايند معمولا اين دو نيمه شامل يك نماي پلان از دو نيمه متحرك و يك نماي برش جانبي از هر دو نيمه است.
مراحل عملي طراحي يك قالب نمونه در هفت مرحله و با يك صد عمليات كاري تا تكميل قالب ارائه مي شود.اين مراحل از تعيين موقعيت محفظه ها در قالب شروع و با كنترل نهايي نقشه ها تمام مي شود .شماره عمليات در تمامي مراحل در نقشه ها و توضيحات مشخص شده است .
• مرحله A : تعيين موقعيت اوليه اينسرتها
تعيين موقعيت اينسرتها ،مشخص نمودن وضعيت محفظه ها نسبت به خطوط محوري افقي و عمودي است.در اين مرححله موقعيت و اندازه اينسرتهاي حفره و ماهيچه در دو نماي پلان و برش جانبي تعيين مي شوند.
• مرحله B : سيستم پران
در اين مرحله موقعيت و اندازه پين هاي پران برگردان تعيين مي شوند.ابعاد كلي صفحه پران و صفحه نگهدارنده پران نيز در اين مرحله مشخص مي شود.قبل از تعيين موقعيت اجزاي پران ،بهتر است در اين مرحله نوع سيستم خنك كاري براي كنترل دماي قالب بررسي شود.براي اين طرح پايه ،يك سيستم سوراخكاري موازي در هر نيمه بكار برده شده است .سوراخهايي در اينسرت قالب ايجاد مي شود.با بررسي اوليه مسيرهاي خنك كاري در اين مرحله از بسياري مشكلات مي توان جلوگيري نمود.
• مرحله C : شبكه پران
در اين مرحله جزئيات شبكه پران در نماهاي پلان و نماي برش جانبي ترسيم مي شوند.اجزاي ديگر از قبيل ميله و بوش بيرون انداز در اين مرحله به قالب اضافه مي شوند.
• مرحلهD : تكميل نيمه متحرك
سيستم گردش آب و ميله هاي راهنما به نماي پلان اضافه مي شوند تا شكل خارجي قالب و ابعاد نهايي آن تعيين شود.در مقطع برش جانبي نقشه بوش تزريق كامل مي شود .علاوه بر آن موارد ديگري مانند سيستم تغذيه،پين اسپرو،تكيه گاهها و صفحه نگهدارنده با جزئيات مربوطه ترسيم مي شوند.
• مرحله E : تكميل نيمه ثابت
نماي پاييني پلان نيمه ثابت به صورت تصوير آئينه اي از نيمه بالايي پلان بايد ترسيم شود.ابعاد خارجي و شكل قالب مشخص شده است .راهگاهها و پين اسپرو به مجموعه اضافه مي شوند. به محض كامل شدن نماي پلان بايستي درباره ي نقشه نماي برش جانبي قالب تصميم گيري نمود.در برش جانبي بايستي همه قطعات قالب ترسيم شوند .بنابراين در برش جانبي قطعاتي از قبيل بلوك هاي تكيه گاهي پين برگردان،پين پران و بقيه قطعات نمايش داده خواهند شد.موارد باقي مانده شامل ميله ها و بوش هاي راهنما و موقعيت سوراخهاي عبور خنك كاري است .توجه داشته باشيد كه برش جانبي از قطعات يكسان و همانند مزيتي ندارد.
• مرحله F : تكميل نماي برش جانبي
در طي اين مرحله نماي برش جانبي كامل مي شود.براي مشخص كردن و نمايش دادن صحيح كليه قطعات قالب،برش هاي موضعي در محل مناسبي روي نماهاي پلان انتخاب مي شوند.
• مرحله G : تكميل نقشه
مرحله نهايي تميزكاري نقشه است ،پاك كردن خطوط اضافي ،كنترل نقشه و تعيين صفحاتي كه بايستي به يكديگر بسته شوند.در ادامه وجود حرف"P " در كنار هر عمليات نشان دهنده نماي پلان و حرف" S " نشان دهنده ي نماي برش جانبي است.
• مسئله
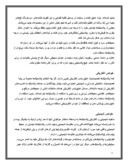
• یک قالب دو محفظه ای برای تولید جعبه شکل زیرطراحی کنید.جنس جعبه از پلی استایرن مقاوم در برابر ضربه است.نقشه بایستی شامل نمای پلان متحرک و نمای برش جانبی از دو نیمه قالب باشد.
شكل 1:جعبه ای که قالب دو محفظه ای برای آن مورد نیاز است
•
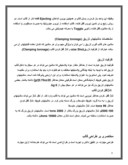
• مرحلهA :تعیین موقعیت اولیه اینسریها
• کاغذ نقشه کشی را به دو نیمه تقسیم کنید.سمت چپ رابرای ترسیم نمای پلان نیمه متحرک و سمت راست را برای ترسیم نمای جانبی اختصاص دهید.
2(p,s) خط محور افقی را روی کاغذ ترسیم کنید.
3(s) در قسمت راست کاغذ یک خط عمودی ترسیم کنید.این خط،خط جدایش قالب است.
4(s) دو خط افقی که نشان دهنده قطر بوش تزریق باشد ترسیم نمائید.
5(s) یک خط محور افقی برای محفظه ترسیم نمائید.توجه کنید که فاصله این خط محور از خط محور افقی اصلی با توجه به ابعاد زیر قابل محاسبه است.
6(s) نمای برش جانبی از موقعیت محفظه نسبت به خط مرکزی ترسیم شود.(عملیات5).اصولا این عملیات ترسیم نمای طولی از قطعه است.خط جدایش قطعه با خط جدایش قالب منطبق است.(عملیات 3)
7(s) دیواره خارجی قطعه را ترسیم کنید.ضخامت فولاد زیر حفره باید برای استفاده از پیچ و پین فضای کافی داشته باشد.
8(s) بصورت مشابه دیواره خارجی اینسرت ماهیچه ترسیم شود.
9(p) خط محور عمودی را در نمای پلان ترسیم نمائید.
10(p) خطوط افقی دیواره ماهیچه را ترسیم کنید.این خطوط را بایستی با استفاده از نمای برش جانبی تصویر داد.(برای اجتناب از سر در گمی،زاویه درافت نقشه کشی نبایستی در این نقشه در نظر گرفته شود.)
11(p) خطوط عمودی دیواری ماهیچه را ترسیم کنید.فاصله این خطوط به نقشه قطعه بستگی دارد.
11(p) خطوط عمودی دیواری ماهیچه را ترسیم کنید.فاصله این خطوط به نقشه قطعه بستگی دارد.
12(p) خطوط محوری شعاعهای گوشه دار با توجه به ابعاد قطعه ترسیم کنید.
13(p) شعاع را در هر گوشه ترسیم کنید.
14(p) با استفاده از نمای برش جانبی خط افقی محیط خارجی اینسرت ماهیچه را ترسیم کنید.
15(p) دو خط عمودی با توجه به ابعاد اینسرت ماهیچه ترسیم شود.فرض این است که ضخامت اطراف ماهیچه ثابت باشد.
16(p) خطوط مرکزی شعاعهای گوشه ترسیم شود.
17(p) یک شعاع به اندازه 4 میلی متر در هر گوشه اینسرت ترسیم شود.(عملیات 16).B.N این شعاع هم چنین در هر گوشه گودی نگهدارنده برای سهولت ماشین کاری ایجاد می شوند.
• شكل 2:نمای پلان نیمه متحرک تعیین موقعیت اولیه اینسرتها
•
•
• مرحلهB :سیستم پران
18(p)در باره اندازه،تعداد و موقیت پین های پران تصمیم گیری شود.سه عدد پین به قطر 5 میلیمتر( 3/16 اینچ)برای پران این قطعه در موقعیت های تعیین شده مناسب است. خطوط مرکزی این پران ها ترسیم شود.
19(p) سه دایره نشان دهنده پران ها ترسیم شود.
20(p) مشابها درباره اندازه،تعداد و موقعیت پین برگردانها تصمیم گیری شود.(پین بر گردان به قطر 10 میلیمتر مناسب است).خطوط مرکزی ترسیم شوند.
21(p) دو دایره برای نمایش پین بر گردانها ترسیم شود.
22(P) دو خط عمودی که نشان دهنده عرض صفحه نگهدارنده پرانها است در نمای پلان ترسیم شود.این صفحه زیر سطح جدایش قرار می گیرد(رجوع به عملیات 30،نمای برش خورده).بنابراین بایستی با خط ندید ترسیم شود.خطوط ندید با خط چین های کوتاه ترسیم شده است.
23(p) خط افقی (خط چین ) برای اندازه بالایی صفحه نگهدارنده پرانها ترسیم شود.
24(P) خطوط محور پرانها از نمای پلان تصویر داده شود.
25(s) دو خط دید برای پران ها از نمای پلان ترسیم داده شوند.
26(s) خط محور پین برگردان از نمای پلان به نمای مقطع تصویر داده شود.
27(s) دو خط دید برای پین گردان از نمای پلان تصویر داده شود.
28(s) خط بالایی صفحه نگهدارنده پران ها و صفحه پران از نمای پلان مقطع تصویر داده می شود.
29(s) درباره ضخامت صفحه نگهدارنده تصمیم گیری شود.این صفحه بایستی در برابر نیرو های اعمالی مذاب که از طریق اینسرت ماهیچه منتقل می شود استحکام مناسب داشته باشد.ضخامت 35 میلیمتر برای این طرح مناسب است.
30(s) سطح رویی صفحه نگهدارنده پرانها ترسیم شود.توجه کنید که یک فضای خالی بین این سطح و سطح پشت نگهدارنده بایستی وجود داشته باشد.(این فضا برای حرکت مجموعه پران مورد نیاز است).در اکثر طرحها این فاصله 5میلیمتر بیشتر از ارتفاع طراحی میشود.
31(s) درباره ضخامت صفحه نگهدارنده پران تصمیم گیری شده و سطح پشت این صفحه نیز ترسیم شود.(توجه کنید که این صفحه،سطح جلویی صفحه پران نیز است).در این طرح اندازه 10میلیمتر برای ضخامت صفحه مناسب است.
32(s) درباره ضخامت صفحه پران تصمیم گیری شود و خط عمودی نشان دهنده سطح پشت این صفحه را ترسیم کنید.(توجه کنید که این خط سطح کفشک متحرک را نیز مشخص می کند.)بدلیل نیرویی که از طریق اجزاء پران به صفحه پران وارد می شود،ضخامت این صفحه باید مقاومت کافی در برابر خمش داشته باشد.ضخامت 19میلیمتر در این طرح مناسب است.
• شكل3:نمای پلان که سیستم پران در آن ترسیم می شود
• مرحلهC :شبکه پران
• 33(p) دو خط عمودی نشان دهنده سطح داخلی بلوک های تکیه گاهی ترسیم شود.(با خط ندید).موقعیت این خطوط مستقیما از موقعیت خطوط عمودی صفحه نگهدارنده پران به دست می آید.فاصله 2 میلیمتر بین دو قطعه در نظر گرفته می شود.
• 34(p) خط افق نشان دهنده موقعیت افقی بلوک تکیه گاهی با رعایت نکات عملیات ترسیم می شود.
35(s) خط افقی شبکه پران از نمای پلان به نمای مقطع تصویر داده شود.
36(s) خط عمودی نشان دهنده سطح پشت صفحه پران را امتداد دهید تا سطح جلویی کفشک متحرک ایجاد شود.
37(s) درباره ضخامت کفشک متحرک تصمیم گیری شود و خط عمودی مربوط ترسیم شود.ضخامت 13 میلیمتر مناسب است.
38(s) میله بیرون انداز ترسیم شود.این خط بصورت متقارن نسبت به خط مرکز ترسیم شود.قسمت جلویی میله رزوه دار است و مانند شکل به صفحه پران بسته می شود.
39(s) آچار خور مناسب در قسمت عقب میله ترسیم شود.این آچار خور با تخت کردن دو سمت میله بیرون انداز ایجاد شده و برای استفاده ازآچار است.
40(s) بوش میله بیرون انداز ترسیم شود.این بوش نسبت به خط مرکزی متقارن و متناسب با میله بیرون انداز است.
41(p) دوایر هم مرکز نشان دهنده بوش و میله بیرون انداز در نمای پلان ترسیم شود.
42(p) دوایر هم مرکز نشان دهنده وضعیت سر هر پین پران ترسیم شود.(بصورت خط ندید.)قطر 5 میلیمتر بیشتر از قطر پین پران در نظر گرفته شود.
43(p) بصورت مشابه یک دایره هم مرکز با پین بر گردان برای نشان دادن وضعیت سر پین ترسیم شود.(بصورت ندید)
44(s) با تصویر از نمای پلان به نمای مقطع،دو خط افقی کوتاه نشان دهنده وضعیت سر پین پران ترسیم شود.
45(s) دو خط افقی عملیات قبل توسط یک خط عمودی به یکدیگر وصل شده تا اندازهای سر پین پران مشخص شود.
46(s) با تصویر از نمای پلان به نمای مقطع دو خط افقی کوتاه که نشان دهنده وضعیت سر پین بر گردان است ترسیم شود.
47(s) دو خط افقی عملیات قبل توسط یک خط عمودی به یکدیگر وصل شود تا اندازه سر پین برگردان مشخص شود.
48(s) درباره ضخامت صفحه نگهدارنده ثابت تصمیم گیری شود.برای این طرح ضخامت 42 میلیمتر مناسب است.یا یک خط عمودی ابعاد این صفحه مشخص شود.
• شكل 5:نمای پلان،ترسیم شبکه پران
• شكل 6:نمای برش جانبی،ترسیم شبکه پران
• مرحلهD :تکمیل نیمه بالایی نقشه
• 49(p) دو خط مرکزی برای سوراخهای مسیر خنک کاری ترسیم شود.موقعیت این خطوط بستگی به موقعیت اینسرت ماهیچه،پین های پران،پین های برگردان و.... دارد.توجه کنید که در این طرح موقعیت محل سوراخهای پین برگردان ها قابل کنترل است.مسیرهای خنک کاری از کتار این سورخ ها عبور می کنند.
50(p) مسیرهای خنک کاری ترسیم شوند.قطر 10 میلی متر برای این طرح مناسب است.توجه کنید که بدلیل زیر سطح جدایش قرار گرفتن،سوراخ ها با خط ندید ترسیم شده اند.
51(p) خطوط مربوط به رزوه های سوراخ های مسیر آب ترسیم شود.طول این خطوط کوتاه در حدود 13 میلی متر است.این رزوه ها برای بستن اتصالات مختلف است.
52(P) درباره تعداد ؛اندازه و موقعیت میله راهنما ها تصمیم گیری شود.چهر میله راهنم به قطر 19 میلییمتر برای طرح این قالب مناسب است.فاصله حداقل 5 میلیمتر بین سوراخ محل میله راهنما و مسیرهای عبور مواد بایستی در نظر گرفته شود.خط مرکزی عمودی میله راهنما ترسیم شود.
53(p) خط مرکزی افقی میله های راهنما ترسیم شود.(برای جلوگیری از مونتاژ غلط قالب محور یک جفت از میله های راهنما مطابق شکل جابجا شود.)
54(p) قطر حداکثر و قطر حداقل میله راهنما ترسیم شود.
55(p) دایرهای هم مرکز (بصورت خط ندید) برای نشان دادن سر هر میله ترسیم شود.
56(p) به محض اینکه میله های راهنما در قالب ترسیم شدند می توان ابعاد جانبی قالب را ترسیم نمود.
57(p) ابعاد بالایی قالب نیز در این مرحله تعیین می شود.در این مرحله می توان ضخامت بلوک بالایی را تعیین نمود.این بلوک در حدود 20 میلیمتر است تا بتوان آن را با پیچ بست.
58(p) خط افقی کفشک متحرک را ترسیم کنید.ابعاد کفشک متحرک معمولا با توجه به موقعیت سوراخهای مربوط به بستن قالب روی میز ماشین تعیین می شود.برای این تمرین ،لبه کفشک متحرک بایستی حداقل 13 میلیمتر باشد تا بتوان آن را به میز ماشین بست.
59(s) جزئیات مربوط به بوش تزریق را تکمیل کنید.
60(s) حلقه تنظیم را ترسیم کنید.اندازه قطر این حلقه با توجه به سوراخ ماشین تزریق انتخاب می شود.
61(s) خطوط عمودی مربوط به اینسرت های حفره و ماهیچه را بربای دو نیمه قالب امتداد دهید.
62(s) راهگاه را ترسیم کنید.برای این طرح یک راهگاه با قطر 5 میلیمتر تا نافی اسپرو را مطابق شکل ترسیم کنید.
63(s) نافی اسپرو رامطابق شکل ترسیم کنید.
64(s) ورودی را ترسیم کنید.یک ورودی چهار گوش برای این طرح با ابعاد زیر انتخاب می شود.عرض ورودی 1.5 میلیمتر عمق ورودی 0.8 میلیمتر طول ورودی(به عملیات 62 مراجعه نمایید)0.8 میلیمتر.
65(s) پین اسپرو را ترسیم نمائید.یک پین به قطر 5 میلیمتر مناسب است.
66(s) خطوط دیوارهای خارجی صفحه قالب را از نمای پلان تصویر دهید.
67(s) خط دیواره خارجی کفشک متحرک را از نمای پلان تصویر دهید.
68(s) لبه های مورد نیاز برای بستن صفحه حفره را به ماشین تزریق ترسیم کنید.ابعاد مناسب برای این لبه ها برابر ابعاد در نظر گرفته شده برای کفشک متحرک است.
69(p) راه حل عملی برای آزاد سازی سطح جدایش این است که علاوه برتماس دو نیمه قالب در ناحیه های مجاور محفظه ها باید توسط سطوح تکیه گاهی که بر روی نیمه متنحرک چهار سطح تکیه گاهی ماشین کاری می شود.خطوط مربوطه ترسیم شود.
70(s) در نمای مقطع مقدار آزاد در عملیات قبل را مشخص کنید.اندازه 1.5 میلیمتر مناسب است.
• شكل 7:نمای پلان،تکمیل نیمه بالایی طرح
شكل8:نمای مقطع،تکمیل نیمه بالایی طرح
مرحلهE :تکمیل نمای پلان
(p) 71 نیمه پایین نمای پلان بصورت تصویر آیینه ای از نیمه بالایی ترسیم شود.خطوط افقی وعمودی مربوط را ترسیم کنید.
72(p) نافی اسپرو را ترسیم کنید.دوایر دید و ندید متناسب با عملیات 63 ترسیم شود.
73(p) راهگاه را ترسیم کنید.به عملیات 62 مراجعه کنید.
74(p,s) درباره مسیر صفحه برش تصمیم گیری شود.نمای پلان و نمای مقطع را که قبلا ترسیم شده بایستی بررسی نمود و تعداد شکست مورد نیاز را برای نمایش تمامی قطعات قالب تعیین نمود.اولین مقطع برش از (i) تا (ii) شامل جزئیات مربوط به بلوک تکیه گاهی و پین بر گردان است.امتداد برش از (ii) تا (ii) برای تغییر امتداد به مرکز قالب جهت نمایش پین پران،اینسرت حفره و ماهیچه،بوش تزریق،پین اسپرو،نافی اسپرو،قطعه پل،حلقه تنظیم،میله و بوش بیرون انداز است.دومین امتداد برش (iii) تا (iii) برای تغییر امتداد برش (iii)-(iv) است.این امتداد برای نمایش بهتر مسیرهای خنک کاری قالب است.سومین و آخرین مقطع برش (v)-(iv) برای نمایش جزئیات مربوط به میله راهنما و آزاد سازی سطح جدایش است.خط برش در نمای پلان ترسیم شود.در نمای پلان بصورت خط نقطه پرنگ نمایش داده شده است.جهت پیکان ها در (i) و (v) جهت دید را تعیین می کند.
75(p) محل های شکست خط برش در نمای مقطع تصویر نشان داده شد.این خطوط نیز بصورت خط نقطه پر رنگ ترسیم می شوند(بعضی طراحان مانند نقشه کش های رایج این خطوط را ترسیم نمی کنند. به هر حال مبتدیان بایستی در طرحهای خود این خطوط را ترسیم نمایند)
شكل 9:نمای پلان،تکمیل نمای پلان و تصمیم گیری برای انتخاب صفحه برش
شكل 10:نمای برش مقطع،نمایش خطوط صفحات برش
مرحلهF :تکمیل نمای برش مقطع
76(p,s) در نمای پلان صفحه برش (i)و (ii) را در نظر بگیرید.تمامی قطعات مربوط را در نمای برش مقطع کنترل کنید.کار روی طرح را از بالا و در امتداد (ii)-(i) از لبه کفشک متحرک ادامه می دهیم.هر بار که خط (i) و (ii) خطوط افقی را قطع می کند(ديد یا ندید)،کنترل شود که در نمای برش مقطع جزئیات مربوط به آن ترسیم شده باشد.
77(s) جزئیات دیگری بایستی به نقشه اضافه شود.سوراخهایی با لقی مناسب در صفحه قالب و صفحه نگهدارنده پرانها برای پین بر گردان بایستی اضافه کرد.توجه داشته باشید که برای سادگی نقشه و جلوگیری از پیچیده شدن نقشه برای مبتدیان ،این سوراخها را در نمای پلان ترسیم نشده است.
78(s) در نمای پلان صفحه برش بین (iii)-(ii) را در نظر بگیرید.تمامی قطعات را که در امتداد برش قرار می گیرند کنترل کنید.
79(s) جزئیات دیگری بایستی به نقشه اضافه شود.سوراخهایی با لقی مناسب در صفحه قالب و صفحه نگهدارنده پرانها اضافه کنید (به عملیات 77 رجوع شود)
80(s) سوراخهایی با لقی مناسب در صفحه قالب و صفحه نگهدارنده پران ها اضافه کنید.
81(s,p) در نمای پلان صفحه برش بین (iv)-(iii) را در نظر بگیرید.تمامی قطعاتی را که در امتداد برش قرار می گیرند در نمای برش مقطع کنترل کنید.در واقع در این قسمت نبایستی ترسیمی انجام شود وبایستی تکمیل شده باشد.
82(s) خطوط مربوط به کفشک متحرک ،بلوک تکیه گاهی ،صفحه ماهیچه قالب و صفحه حفره قالب بایستی رو به پایین امتداد داده شوند.توجه داشته باشید که صفحه برش (iv)-(iii) تماما از بلوک تکیه گاهی عبور می کند ومانند صفحه برش قبلی از صفحه پران عبور نمی کند.همچنین توجه داشته باشید که صفحه برش کاملا از حلقه تنظیم عبور نمی کند ولی معمولا تمامی آن ترسیم می شود.این موضوع برای بوش و میله بیرون انداز نیز صادق است.
83(s) صفحه برش (iv)-(iii) در امتداد طولی از مسیر سوراخ آب عبور می کند.در هر دو صفحه قالب خطوط عمودی مربوط را ترسیم کنید.فاصله خط مرکزی سوراخ تا سطح جدایش را می توان 13 میلیمتر در نظر گرفت.
84(s) صفحه برش بالا از ناحیه آزاد سطح جدایش نیز عبور می کند.یک خط عمودی با توجه به عملیات 70 اضافه کنید .
85(p,s) در نمای پلان برش پین (v)-(iv) را در نظر بگیرید. تمامی قطعاتی را که در امتداد برش قرار می گیرند کنترل کنید.در این مرحله بایستی مقطع برش جانبی کامل شود.
86(s) خطوط عمودی مربوط به کفشک متحرک،بلوک تکیه گاهی،صفحات حفره و ماهیچه به سمت پائین امتداد داده می شوند .
87(s) خط افقی پائین صفحه قالب از نمای پلان به نمای مقطع تصویر داده شده شود .
88(s) خط افقی پائین کفشک متحرک از نمای پلان به نمای مقطع تصویر داده شود .
89(s) لبه مورد نیاز برای بستن صفحه حفره ترسیم شود.(به عملیات 68 نگاه کنید)
90(s) خط محور میله راهنما از نمای پلان به نمای مقطع تصویر داده شود .
91(s) خطوط مربوط به میله راهنما از نمای پلان به نمای مقطع تصویر داده شود .
92(s) نقشه میل راهنما تکمیل شود،لقی مناسب برای پاشنه میله راهنما در صفحه ماهیچه اعمال شود .
93(s) نقشه بوش راهنما تکمیل شود، لقی مناسب برای پاشنه بوش راهنما در صفحه حفره اعمال شود .
شكل 11:نمای پلان-بدون تغییر
شكل 12:نمای برش مقطع-تکمیل نیمه پائینی نقشه
