













بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
روشهای ساخت فنر
1- توسط دریل دستی و میله های مخصوص:
در این روش با استفاده از یک دریل دستی - یک میلگرد روتراش شده با قطر مشخص و متناسب با فطر داخلی فنر – ایجاد برجستگیهایی در نقاطی ازاین میله با شکل وانداره و موقعیت تعریف شده – ایجاد یک سوراخ یا شیار در سریا ناحیه ای از میله امکان پذیر میباشد .
2- به کمک ماشین تراش معمولی:
دراین روش میلگردی روتراشی شده با قطر مشخص و طول متناسب با طول فنر به سه نظام دستگاه تراش بسته شده که سر دیگر آن توسط مرغک مهار می شود.
3- به کمک ماشینهای تولید مخصوص فنر( ماشینهای CNC):
در این روش مفتول فنر در پشت دستگاه روی قرقره ای پبچیده شده و از کانال تغذیه توسط تعدادی قرقره به سمت جلو رانده میشود، سپس توسط نوک فرمدهی شده ابزارهایی که روی ابزارگیرهای دستگاه نصب شده اند مفتول هدایت شده از کانال تغذیه که با نیروی جلو رونده زیادی به جلو حرکت میکند، فرم مورد نظر را بخود میگیرد .
◄ در مواقعی که البته بستگی به نوع کاربرد فنر و طراحی آن دارد ممکن است نیاز باشد تا دوسر فنر را سنگ زنی نمود تا هر دو سر فنر تخت شده و روی سطح قطعه مکمل خود که قرار است در محصولی روی آن قرار بگیرد ، کاملا مسطح بوده و عمود قرار گیرد تا اعمال نیروها در راستای محور بطور کامل انجام گردد .
◄ کاربرد مفتول با مقطع مربع یا مستطیل برای فنرها توصیه نمی شود مگر کمبود جا اقتضاء کند. چنانچه کمبود جا چشمگیر باشد استفاده از فنرهای داخل هم توصیه می شود.
اسلاید 2 :
تنشها در فنرهای مارپیچ
شاخص فنر (Spring Index):
ضریب تصحیح تنش برشی:
نکته: نقطه بحرانی تنش در شعاع داخلی فنر قرار دارد. حتی اگر بار F کششی باشد.
اسلاید 3 :
اثر انحناء سیم فنر
معادلات قبل برای یک سیم راست نوشته شده است. اما انحناء سیم فنرها باعث افزایش تنش در تارهای داخلی و کاهش تنش در تارهای خارجی می شود. به همین دلیل بایستی از «ضریب تصحیح انحناء» استفاده نمود.
ضریب تصحیح برگ اشتراسر (Bergsträsser factor):
ضریب تصحیح وال (Wahl factor):
نتایج دو رابطه فوق کمتر از یک درصد با یکدیگر اختلاف دارند.
تنش مربوط به انحنای سيم آنچنان موضعي است كه فقط براي بارهاي خستگي اهميت دارد. براي بارگذاري ايستا، مي توان از اين تنش چشم پوشي كرد، زيرا براي نخستين بار كه بار وارد ميشود، تسليم موضعي، سبب آزاد شدن اين تنش ميگردد.
اسلاید 4 :
تغییر شکل فنرهای مارپیچ
N: تعداد حلقه های فعال
قضیه کستیگلیانو:
ضریب فنریت:
در رابطه فوق مثلا با معلوم بودن G و k می توان قطر کویل، مفتول و تعداد حلقه ها را مشخص کرد که در نتیجه بی نهایت جواب خواهیم داشت که متناسب با محدودیت فضا و کاربرد می توانیم مقادیر D، d و N را مشخص کنیم.
اسلاید 5 :
شرایط سر فنرهای فشاری
Nt: تعداد کل حلقه ها یا کویل های فنر
Ne: تعداد کویلهای غیر فعال یا مرده
Na =Nt-Ne: تعداد کویلهای فعال
اسلاید 6 :
مواد فنر
فنرها معمولا از فولادهای کربنی ساده، فولادهای آلیاژی، فولاد ضد زنگ و در برخی موارد خاص از آلیاژهای نیکل، مس، برنز، برنج و ... ساخته می شوند.
اسلاید 7 :
طراحی استاتیکی فنر مارپیچ فشاری
محدوده مناسب برای شاخص فنر:
محدوده پیشنهادی برای تعداد حلقه های فعال:
عدد ارزش:
اسلاید 8 :
نمودار جریان طراحی فنر فشاری
◄در صورتيكه فنري در اثر كمانش از خود ضعف نشان دهد اين مورد را مي توان با قرار دادن فنر بر روي ميله اي يا درون لوله اي برطرف نمود . پديده كمانش در فنرهايي به وجود مي آيد كه طول آزاد آنها از چهار برابر قطر ميانگينشان بيشتر باشد.
اسلاید 9 :
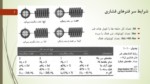
روابط فوق را برای قطرهای دیگر مفتول فنر تکرار می کنیم تا به جدول زیر برسیم.
محدودیت ها را بررسی می کنیم:
اسلاید 10 :
فرکانس بحرانی فنرهای مارپیچ
هنگامی که فنر تحت حرکت رفت و برگشتی قرار دارد بایستی طراح مطمئن باشد که ابعاد فیزیکی فنر به گونه ای باشد که فرکانس طبیعی آن نزدیک به فرکانس نیروهای وارده نباشد.
(فرکانس اصلی بحرانی= 15 تا 20 برابر فرکانس نیروی وارد بر فنر)
فرکانس بر حسب رادیان بر ثانیه:
فرکانس بر حسب هرتز(دو انتهای فنر در تماس با سطح):
فرکانس بر حسب هرتز(یک انتها در تماس با سطح و یک انتها آزاد):
