








بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
مقدمــــه :
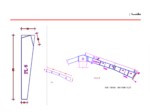
قبل از شروع به کار برای مونتاژ و نصب قطعات، ابتدا باید تمام نقشه
ها مشـاهده شده و تحـت بررسی قرار گیرد. همانطـور که در شـکلهای
صفـحه بعد مشــاهده می شــوداندازه قطعـات و جـوش های که میبایست
مونتاژ وزده شـود در نقشه های سازه ای مربوط به سوله درج گردیده
چــرا کـه رعایت این انـدازه ها بسیـار مـهم بوده، زیرا که باعث نصب
صحیح تمام قطعات مونتاژ شده در جای خود در مرحله آخر ( نصب)
می گردد.
اسلاید 2 :
بعد از مشاهده نقشـه های مربوطه، کارگاه اقـدام بـه تهـیه شاپ دراینگ ( نقشه برش ) برای برش ورق ها به اندازه های داده شده در نقشه ها برای تهیه ستون ها و رفترهـای سوله و همچنین کاهش ضایعات ( پرتی ) در هنگام بـرش برای کم کردن هزینه ها و صرفه بودن از نظر اقتـصادی، می کند.
که این مرحله توسط یک مهندس با تجربه صـورت میگیرد. بعـد از برش ورق ها کارگـاه شـروع به مونتـاژ قطعات می کند که اصول کار در5 فصل به اقتضا توضیح داده می شود.
اسلاید 3 :
جوشکاری :
جوش کاری باید توسط یک جوش کار ماهر که دارای مدرک جوش کاری و با اصول جوش کاری آشنـا باشد، شود. زیرا کـه اگـرجوش کـار مـهارت لازم برای
جوش کاری را نداشته باشد،
باعث ضرروزیانهای بسیار
زیاد کـه در بعضـی مواقـع
جبران ناپذیر است،می شود.
اسلاید 4 :
همانطور که در شکل مشاهده می کنید جوش ها باید طبق توضیحاتی که در نقشه ها داده شده است با همان بعد و همان شماره الکترود و همان روش گفته شده، زده شود.
اسلاید 5 :
فصل اول :
جوش های زده شده برای اتصال جان به بال طبق نقشه باید به صورت زنجیری باشد. علت زدن جوش بدین روش، جهت جلوگیری از ایجاد انحناء در جان ستون و یا رفتر می باشد
اسلاید 6 :
چون جوش بعد از سرد شدن منقبض شده و اندازه آن کوچک می شود
که ورق را نیز با خود جمع کرده و باعث ایجاد انحنـا در جان ستون و
یا رفتر می گردد. بعد از زدن جوش گل حاصل ازجوش کاری برروی
جوش می باشد باید تمیز گردد که در فصل سوم بطـور کـامل توضیـح
داده خواهد شد.
این کار برای گرفتن تست جوش ازجـوش
و زدن مجدد یک پالس دیگرجوش برروی
جوش می باشد.
اسلاید 7 :
تست جوش توسط دو آزمایش PT و UT انجام می گیرد که
آزمایش PT برای سلامت جوش از لحاظ کرمو بودن و UT
برای اطمینان حاصل پیدا کردن از سلامت جوش از کرک و
... می باشد .جوش ها توسط
دستگاهی بنام ریکتیفایر زده
می شود که تصویر رو بـرو
یکــی از این دستــگاه ها را
نشان میدهد.
اسلاید 8 :
فصل دوم :
سوراخ کاری :
این مرحله یکی از مهمترین مراحل کارمیباشد زیرا دقیق
بودن سوراخها و جفت شدن آنها در هنگام نصب خیلی مهم وضروری
میباشد.
اگر سوراخها دقیق در یک ردیف نباشد کار نصب را با مشکل جدی و
در بعضـی ازمواقع به تعویق انداخـته و باید قطـعه سوراخ شده عوض
گردیده و یک قطتعه جدید ســوراخ گردد، که این کـار با خسارتهـای
سنگینی همراه می باشد.
اسلاید 9 :
سوراخ کاری توسط دریل یا پانچ انجام می شود که در شکل
زیر تصویری از یک دریل نشان داده میشود.
اسلاید 10 :
ابتـدا یک ورق را که با اندازه های داده شـده در نقـشه بـرش
داده و به عنـوان شاپلون ( ورق مبنا ) فلنج انتخاب کرده وبعد
از مشخص کردن محل قرارگیری سوراخها بر روی ورق آن
را سوراخ میکنند.
