











بخشی از پاورپوینت
--- پاورپوینت شامل تصاویر میباشد ----
اسلاید 1 :
تاریخچه جوشکاری
آثار باقیمانده از گذشته های بسیار دور نشانگر این واقعیت است که انسان های اولیه با استفاده از اصول فیزیکـی که امـروزه اساس جوشکـاری مدرن را تشکیـل می دهد قطعـات فلزی را بـه یکدیگر متصل می کردند. تجزیه و تحلیل ابزارهای کشف شده از قرون اولیه نشان می دهد که برای اتصال دو قطعه فلزی به یکدیگر ، لبه های گداخته شده این قطعات را روی یکدیگر قرار داده و با ضربات چکش بهم متصل می کردند.
مهمترین اصول فیزیکی که سنگ زیربنای متدهای معمولی جوشکاری در قرن حاضر را تشکیل می دهد در اواخر قرن نوزدهم کشف و ابداع شده و به تدریج در صنعت مورد استفاده قرار گرفت. در سال 1887 یکی از دانشمندان روسی بنام Bernadas اختراع متدی را به ثبت رساند که به وسیله آن قادر بود تا یک قطعه فلزی را با الکترود ذغالی به صورت موضعی با ایجاد قوس الکتریکی بین قطعه و الکترود ذوب نماید.
در ایـن زمان نامبــرده دو قطعه فلزی را در فاصله معینی از یکدیگر قرار داده و با استفاده از پدیده فـوق الذکر و حرکت الکترود ذغالی در طول شکاف بین دو قطعه و وارد نمودن همزمان میله ای فلزی از جنس قطعه در داخل قوس الکتریکی ، حمام مذابی به وجود آورد که بعد از منجمد شدن شکاف موجود را پر نموده و باعث به هم پیوستن این قطعات گردید.
اسلاید 2 :
چند سال بعد یعنی در سال 1891 دانشمند دیگر روسی بنام Slavjaniv روش الکترود ذوب شونده را اختراع نمود. در این روش به جای الکترود ذغالی از یک الکترود فلزی استفاده شده که همزمان وظیفه فلز پرکننده را نیز به عهده داشت.
در روش الکترود ذوب شونده ذوب حاصل از الکترود فلزی در فاصله بین نوک الکترود و شکاف دو قطعه در معرض هوا قرار می گرفت که این امر باعث اکسیده شدن مذاب و در نتیجه در جوش ایجاد اشکال می کرد. از طرف دیگر قوس الکتریکی نیز ناپایدار بود که خود به خود غیر یکنواختی جوش را به دنبال داشت.
برای برطرف نمودن این عیوب در سال 1905 یک صنعتگر سوئدی بنامOscar Kjellberg الکترود فلزی پوشش دار را اختراع نمود. پوشش این الکترود را مخلوطی از مواد معدنی مختلف تشکیل می داد که قادر بود با تولید گاز و ایجاد سرباره ، مذاب حاصل از ذوب الکترود را در مقابل آثار نامطلوب تماس با هوا محافظت نماید. علاوه بر این ، پوشش الکترود باعث پایداری قوس الکتریکی و یکنواخت شدن جوش می گردید.
اسلاید 3 :
با اختراع الکترود پوشش دار ، صنعت این امکان را یافت تا جوش هایی با استحکام معادل فلز پایه بوجود آورد.
اولین قایق ده متری تعمیراتی که تمام اتصالات آن توسط جوشکاری انجام شده بود در سال 1918 بـه آب
انداختـه شد. از اواخر دهـه 1930 که احداث پل ها و خطوط راه آهن و نیز ساخت کشتی های اقیانوس پیما و
غیره با روش جوش دادن قطعات به یکدیگر با سرعت آغاز گردید تا به امروز که انسان به ساختن فضا پیما ،
آسمان خراش ، نیروگاه هسته ای و غیره مشغول است هنوز جوشکاری از روش های بسیار مهم اتصال
محسوب می شود
اسلاید 4 :
برای انجام عمل جوشکاری چهار منبع اصلی انرژی وجود دارد که عبارتند از:
انرژی الکتریکی
انرژی شیمیایی
انرژی مکانیکی
انرژی تشعشعی
اسلاید 5 :
جوشکاری با قوس الکتریکی
جریان الکتریکی از جاریشدن الکترونها در یک مسیر هادی بهوجود میآید. هرگاه در
مسیر مذکور یک شکاف هوا(گاز)ایجاد شود، جریان الکترونی و در نتیجه جریان الکتریکی
قطع خواهد شد. چنانچه شکاف هوا به اندازهٔ کافی باریک بوده و اختلاف پتانسیل و شدت
جریان بالا، گاز میان شکاف یونیزه شده و قوس الکتریکی برقرار میشود. از قوس الکتریکی
بهعنوان منبع حرارتی در جوشکاری استفاده میشود.
اسلاید 6 :
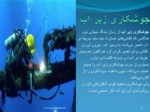
جوشکاری زیر آب
جوشکاری زیر آب از زمان جنگ جهانی دوم
هنگامی که کشتیهای خسارت دیده باید سریعاً در
آب تعمیر میشدند به وجود آمد. بیرون آوردن
کشتی برای تعمیر کردن آن، هم اکنون هم بسیار
هزینه بر است و صرفه اقتصادی ندارد.
بسیاری از مردم جوشکاری زیر آب را بسیار
عجیب میدانند، چون ماهیت جوشکاری را از
آتش میدانند.
ولی جوشکاری ماهیت قوس الکتریکی دارد و
روشن شدن آن زیر آب کار عجیبی نیست.
اسلاید 7 :
انواع جوشکاری زیر آب
جوشکاری خشک
جوشکاری مرطوب
در روش جوشکاری مرطوب، عملیات
جوشکاری در زیر آب اجراشده و مستقیماً
با محیط مرطوب سرو کار دارد.
در روش جوشکاری خشک، یک اتاقک
خشک در نزدیکی محلی که می بایستی
جوشکاری شود ایجاد شده و جوشکار کار
خود را با قرار گرفتن در داخل اتاقک
انجام می دهد
اسلاید 8 :
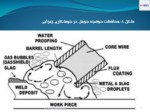
جوشکاری مرطوب:( under Water Welding)
نام جوشکاری مرطوب حاکی از آن است که جوشکاری که در زیر آب صورت می پذیرد، مستقیماً در معرض محیط مرطوب قرار دارد. در این روش از جوشکاری از نوعی الکترود ویژه استفاده می شود و جوشکاری به صورت دستی درست مانند همان جوشکاری که در فضای بیرون آب انجام می شود، صورت می گیرد. آزادی عملی که جوشکار در حین جوش کاری از این روش دارد، جوشکاری مرطوب را موثر تر و به روشی کارا و از نقطه نظر اقتصادی مقرون به صرفه کرده است. تامین کننده نیروی جوشکاری روی سطح مستقر شده است و توسط کابل ها و شیلنگ ها به غواص یا جوشکار متصل می شود.
مزایای جوشکاری مرطوب:
- تنوع هزینه و هزینه کم: که سبب شده این روش بسیار مطلوب باشد.
- سرعت بالای جوشکاری: زمانی برای ساختن اتاقک لازم نیست وتجهیزات به راحتی قابل حمل و نقل هستند.
- قابلیت جوشکاری قسمتهایی که در روش های دیگر قابل دسترس نیستند.
معایب جوشکاری مرطوب:
- سرعت سرد شدن زیاد منطقه جوش: فلز جوش شده به وسیله آب اطراف کوئنچ شده در نتیجه سبب کاهش انعطاف پذیری و مقاومت به ضربه می شود و نیزسبب افزایش تخلخل در منطقه جوش می شود.
اسلاید 9 :
جوشکاری بیش فشار(جوشکاری خشک)Habitat
اتاقک در جوشکاری زیرآبی در زیر آب جوشکاری بیش فشار در اتاقک های پلمپ شده در اطراف سازه یا قطعه ای که می خواهد جوشکاری شود، استفاده می شود. این اتاقک در یک فشار معمولی پر از گاز می شود (که معمولاً از هلیوم حاوی نیم بار5 اکسیژن است). این جایگاه روی خطوط لوله قرار گرفته و با هوایی مخلوط از هلیو و اکسیژن که قابل تنفس باشد پر شده و در فشاری که جوشکاری آنجا صورت می پذیرد و یا فشاری بیشتر از آن اجرا می شود. در این روش در اتصالات جوش بسیار با کیفیتی ایجاد می شود به طوری که با اشعه ایکس و دیگر تجهیزات لازم ایجاد می شود. فرایند جوشکاری قوس گاز تنگستن در این قسمت بکار گرفته خواهد شد. محوطه زیر جایگاه در معرض آب قرار دارد. بنابراین جوشکاری در محل خشکی صورت گرفته ولی در فشار
هیدرو استاتیکی آب دریا که در محیط مجاور آن قرار دارد
اسلاید 10 :
مزایای جوشکاری خشک:
1.ایمنی غواص – جوشکاری در یک اتاقک صورت گرفته که موجب مصون ماندن جوشکار از جریانات
اقیانوسی و یا احتمالاً موجودات دریایی می شود. این جایگاه خشک و گرم از روشنایی مطلوبی برخوردار
بوده و از سیستم کنترل محیط خاصی نیز بهره می گیرد.
. 2کیفیت خوب جوش – این روش توانایی ایجاد جوش هایی را دارد که حتی می توان آن را با جوش های موجد در فضای باز و در مجاورت هوا مقایسه کرد. دلیل این امر اینست که دیگر آبی وجود ندارد که بخواهد جوش را خاموش و یا قطع کند. و نیز اینکه میزان هیدروژن H2) )تولیدی آن خیلی کمتر از جوشکاری های مرطوب است.
- کنترل سطح – آماده سازی اتصال، همترازی لوله، بررسی آزمایش ضد مخرب (NDT)(7) و غیره به صورت عینی کنترل و تنظیم می شوند.
- آزمون غیر مخرب (NDT)آزمون غیر مخرب برای محیط خشک جایگاه تسهیل شده است.
معایب جوشکاری خشک:
- اتاقک یا جایگاه جوشکاری تجهیزات پیچیده و خدمات پشتیبانی زیادی را مستلزم می داند و خود اتاقک به طرز غیر متعارفی پیچیده است.
- هزینه و ارزش مالی این اتاقک به صورت قابل ملاحظه ای بالا بوده و بسته به عمق محل کار هزینه آن افزایش می یابد. عمق محل جوشکاری در کار تاثیر می گذارد، طوری که در اعماق بیشتر جمع کردن قوس و استفاده از ولتاژ های بالاتر و متناسب با آن لازم و ضروری می باشد. انجام یک کار جوشکاری بدین شکل هزینه ای بالغ بر 80000 دلار دارد. و نیز گاهی اوقات نمی توان از یک اتاقک برای چند کار مختلف استفاده کرد، که البته این مشکل بستگی به نوع کارها و میزان تفاوت آنها دارد.
